
鋼鐵是世界上應用最廣,數量最多的金屬材料,也是腐蝕危害最嚴重的金屬。全世界每年生產的鋼鐵大約有1/10變為鐵銹,30%的鋼鐵設備因腐蝕而損壞。國際公認各國腐蝕損失占國內生產總值(GDP)的3%-5%,腐蝕總成本估算2016年國際權威機構公布為2.5萬億美元。
我們國家2016年中國工程院公布2014年腐蝕總成本估算超過2.1億元人民幣,相當于每個中國人承擔1500多元,如此驚人的腐蝕成本只是經濟上面的損失,如果從腐蝕造成的災難性事故付出的代價就更加無法估量,如:切爾諾貝利核電站核泄漏事故,日本福島核電站爆炸事故,青島輸油管線泄漏引發爆炸事故等等。
面對鋼鐵腐蝕造成的資源浪費和災難性事故的發生,防護是最經濟,有效的節約措施和安全保證。
鋼鐵防護主要方式有以下幾種:
1.涂膜隔離保護(涂料,塑料)
2.陰極保護
3.電鍍
4.表面化學處理
5.物理氣相沉積,如真空鍍膜,離子鍍
6.熱噴涂等。
其中3,4,5顯然不適用于大型構件和現場施工,而1涂膜隔離保護雖然操作方便,但是容易剝離,不環保,易燃不安全,耐腐蝕時間不長,短的只有3-5年,長效重防腐也只有10-15年,塑料在戶外迅速老化,成本高,2陰極保護需要配備專用電源和輔材,還必須和其它的防護措施進行有效結合才能夠發揮最大的效果,如陰極保護基體涂覆涂料等。
采用金屬熱噴涂技術是當今乃至今后對鋼鐵構件、鋼鐵設備或者儲罐及其它鋼鐵附件進行表面防護較理想的工藝之一。熱噴涂表面所用金屬材料也是利用陰極保護的原理,主要有鋅、鋁、鋅鋁合金或者偽鋅鋁合金、不銹鋼等。通過在鋼鐵表面熱噴涂金屬鋅、鋁、鋅鋁合金或者不銹鋼等外加封孔劑處理,就可以達到長效防腐的復合涂層。有效防腐年限達到20-30年,最長的國外已有60-70年之久的記錄。

現在橋梁鋼結構或者箱梁熱噴涂加涂膜防腐蝕年限要求提高到了100年。熱噴涂使用的金屬材料很多,本文針對最普遍的鋅,鋁,鋅鋁合金或者不銹鋼作為代表進行技術小結,暫時涉及鋅和鋁兩種,因為這兩種是應用最普遍最成熟的,其它的今后再加以討論。

國外應用鋅、鋁涂層比較早,1910年瑞士肖普博士就提出了熱噴涂鋅、鋁的建議。1922年法國巴黎的St.Denis運河上的水閘門就采用了鋅涂層,以后陸續在各種水閘門、攔污柵、排泄閥、門窗、船體及橋梁和液化石油氣上熱噴涂鋅。我們國家也在上個世紀60年代將熱噴鋅應用到高壓輸電塔桿、廣播電視發射塔、鍋爐零件、化肥廠碳化塔、水下閘門等等,取得了良好的使用效果(大部分使用年限都在20年以上)。

隨著熱噴涂技術的發展,我們國家已經將熱噴鋅、熱噴鋁、或者其它合金熱噴涂大量應用到航天、水工、橋梁以及所有長效防腐蝕鋼結構中,比較有名的就是三峽大壩閘門,長江、黃河及所有跨江跨海大橋鋼鐵結構。
鋅、鋁涂層的優點如下:
1.防護年限長基本達到20年以上;
2.與鋼鐵基體結合力比有機涂層高;
3.耐高溫,鋅涂層可以耐到450℃,鋁涂層可以耐到900℃;
4.沒有老化任何問題;
5.耐磨、耐沖蝕、耐擦傷性能好、可焊接性能好;
6.施工周期短,應用范圍廣,成本低,經濟效益高。
鋅和鋁的涂層具有相似的防腐蝕作用,但是也有不同的地方,鋅的自閉性和對鋼鐵的陰極保護作用性能優于鋁。鋁在腐蝕介質中化學穩定性優于鋅,因此在腐蝕介質中鋼鐵長效防腐熱噴鋁比較適宜。
鋅鋁涂層或者鋅鋁偽合金涂層都是陰極保護的作用,但是鋅涂層的腐蝕速率比鋁涂層快。而防腐年限與涂層厚度成正比,要達到同樣的防護效果,鋅涂層應該比鋁厚一些,鋅的沉積率在70%左右,鋁的沉積率在50%左右。
施工時ZnO粉塵有害人體健康,鋅鋁腐蝕產物不一樣,鋅腐蝕物為ZnO容易溶于雨水或者天然水中,而鋁腐蝕物Al2O3則在任何條件下都不溶解,所以鋅涂層有效防護期完全依賴于涂層厚度,而鋁涂層則依靠表面致密的氧化膜,化學性能特別穩定,也是封閉涂料的惰性基體,而鋅涂層封閉涂料如果選擇不當,則可能引起比如皂化反應,造成涂料脫落氣泡等缺陷。
在海洋,海水,工業大氣環境中,鋁涂層效果比較好,在弱堿性環境介質中,鋅涂層防護更佳。為了使得鋅鋁金屬優勢互補,形成鋅鋁合金或者鋅鋁偽合金,可以彌補上述缺陷,如果按照合金絲熱噴涂(電弧噴)鋅鋁比例就是85/15,如果是偽合金就是鋅鋁單獨送絲,體積比為1:1重量大約為7:3了。
了解清楚鋼鐵熱噴涂,特別是鋅、鋁或者鋅鋁合金(含偽合金)的熱噴涂意義,除了熱噴涂金屬材料本身外,施工工藝對于鋼鐵的保護非常重要。在熱噴涂施工工藝中,通常有火焰噴、電弧噴、等離子噴乃至超音速等噴涂,具體流程是對鋼鐵進行表面處理------金屬熱噴涂------封孔處理。鋼鐵表面處理是金屬熱噴涂最關鍵的一步,處理到位與否與金屬熱噴涂層附著力有決定性關系。
筆者建議金屬熱噴涂必須選擇干噴砂進行表面處理,磨料粒徑最好選擇0.5-2㎜冷激鋼砂。粒度配合是0.5-1㎜約占30%,1-2㎜約占40%-50%,粗磨料約占10%-15%之間。噴槍嘴徑大約在8-12㎜,除銹等級符合GB8923標準中的Sa2.5級,表面粗糙度RZ(50-80)μm。根據干噴砂對于鋼鐵表面活化能及防止二次返銹,干噴砂后按照國標4h、ISO 8h內必須進行金屬熱噴涂。
在晴朗天氣或者恒溫恒濕的情況下,基體表面沒有浮銹狀態下可適當延長,否則需要重新噴砂。熱噴涂材料金屬鋅,鋁,鋅鋁合金絲直徑1.6-3㎜。按照 GB/T12608—2003 熱噴涂 火焰和電弧噴涂用線材、棒材和芯材分類和供貨技術條件要求鋅含量99.99%及以上,鋁含量99.5%及以上并且無油污,鋅鋁合金推薦Zn85Al。
火焰噴就是利用乙炔和氧氣進行燃燒融化金屬絲并且利用空氣作為動力吹覆到鋼鐵表面的原理。火焰噴槍型號通常使用的就是QX-1和SAP-1型。空氣壓力0.5Mpa以上,最佳參數0.6Mpa,氧氣壓力1.2Kg/c㎡,乙炔壓力調節為1.5Kg/c㎡,施工溫度必須15℃以上,濕度小于80%以下。送絲速度120-150㎝/min,噴涂角度80度噴距100-120㎜,走槍熟練勻速。大面積噴涂時,每一區域噴涂完畢后應保持清潔,不允許手等觸及噴涂表面,每一層噴涂完成時在10-15分鐘后方可進行下一次噴涂,對于大范圍噴涂把工作區域分成若干個小區域,噴距火花束角度小于40度,束寬4-5㎝,噴涂時噴束重疊1/3。
電弧噴就是利用金屬絲電源正負極端部產生電弧而融化,通過位于兩個線材噴嘴中間的空氣嘴噴出壓縮空氣,使得融化的線材霧化而噴射到鋼鐵表面。從安全和噴涂效率及涂層致密性考慮,恒定電壓和直流電源使用的比較廣。

因為電弧溫度較高,所以熱噴涂速度快,是火焰線材噴槍的4-5倍,當噴涂電流180A左右時可每小時噴鋅可達30Kg。電弧噴涂是各種金屬熱噴涂方法中能量利用最為經濟的一種,因此成本較低。由于溫度較高,涂層與基體的結合強度高,具有冶金結合的功能。

一般電弧噴涂設備有推絲式和拉絲式兩種,如QD7-250是拉絲式的,而CMD-AS6000就是推絲式的。這些設備最適合野外施工,直流電壓22-40V,電流300-600A,正負極導電嘴夾角在30-60°之間,噴距和噴角和火焰熱噴涂基本相近,缺陷就是電弧噴涂噪音大,噴槍較重,沒有火焰噴槍輕便,相信隨著金屬熱噴涂技術的發展,輕便型高效型智能化的電弧噴槍會層出不窮。
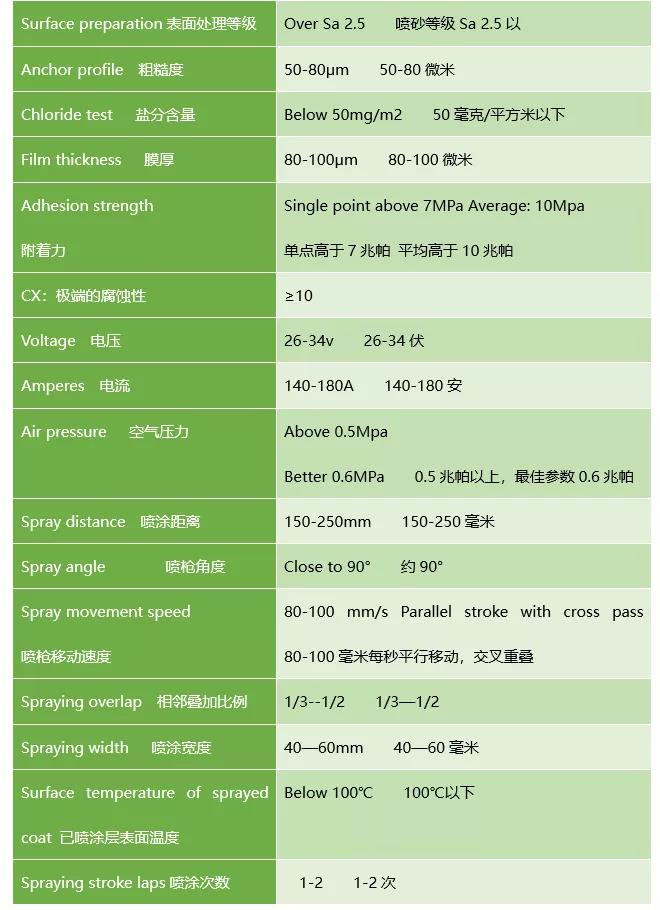
有關電弧熱噴涂參數表如下供施工方參考:
等離子和超音速等離子金屬熱噴涂就是一種所謂的壓縮電等離子和超音速等離子金屬熱噴涂就是一種所謂的壓縮電弧,它的溫度可達30000K,而且除了噴涂線材外還可以噴涂金屬粉末,速度更快,涂層硬度高,涂層孔隙率小于1%,而電弧噴涂孔隙率達到5%左右。一般在工廠智能化機器人使用較多。
鋼鐵熱噴涂結束后,厚度在250μm(也有說300微米)以下的必須進行封孔處理,250μm(或者是300μm以上)以上由于自封閉不需要進行封孔處理。
封孔處理可以增強金屬熱噴涂抗強腐蝕能力,也是緩解金屬涂層與有機涂層之間的性能差。封孔材料有重鉻酸鹽,磷酸鹽溶液或者粘度很低的樹脂,具體選擇根據環境介質決定,在化工腐蝕環境下選擇封閉樹脂液以硅樹脂>環氧樹脂>聚乙烯樹脂次序為更加合理。
筆者根據施工經驗推薦鋁涂層選擇乙烯基鋁粉漆,鋅涂層選擇環氧富鋅,建議選擇噴涂一道或者兩道底漆再噴涂幾道面漆,不建議滾刷。在海洋環境或者化工大氣環境下以噴鋁或者噴鋅鋁合金為主,一般大氣腐蝕或者淡水防腐以噴鋅為主。
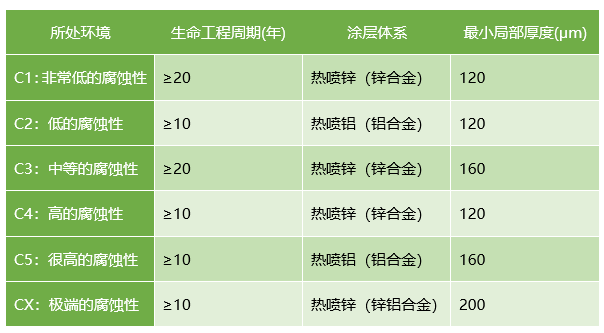
熱噴涂厚度對鋼鐵的保護與使用年限成正比的,一般都是隨著厚度的增加,防腐蝕年限也延長。施工單位可以根據下列數據表針對性的選擇熱噴涂厚度甚至提高設計厚度,最大化延長防腐蝕使用壽命。
鋼鐵長效防腐蝕工藝在不斷創新,如冷涂鋅的發明,鋅粉樹脂化流化床涂層等等;但是鋼鐵熱噴涂防腐蝕至今依然是主力軍,因為長效,成熟,冶金化或者是活化能高等等諸多優異特性被防腐蝕工程師青睞。為了更長的延緩鋼鐵熱噴涂防腐蝕使用年限(生命周期),許多裸噴金屬涂層采取有機無機覆蓋或者隔離的方法,如封孔劑或者涂刷耐候性耐腐蝕性能高的涂料(聚氨酯,氟碳漆,聚硅氧烷等等)。
金屬熱噴涂生命周期與涂層厚度對應關系表
據經驗一般熱噴涂鋅絲厚度100μm大約耗絲量1.5Kg左右,如果是鋅鋁合金(偽合金)則鋁絲耗量在0.6Kg左右,實際耗量還需要根據粗糙度和施工人員的熟練程度及噴涂設備的差異而定。鋼鐵金屬熱噴涂的質量要求我們收集了以下標準,供熱噴涂行業參考執行:
1 GB/T10123—2001金屬和合金的腐蝕 基本術語和定義
2 HG/T20679—1990 化工設備、管道外防腐設計規定
3 HGJ229—1991 工業設備、管道防腐蝕工程施工及驗收規范
4 GB/T8923—1998 涂裝前鋼材表面銹蝕等級和除銹等級
5 GB/T11372—1989 除銹術語
6 GB/T11373—1989 熱噴涂金屬件表面預處理通則
7 GB/T13288—1991 涂裝前鋼材表面粗糙度等級的評定
8 GB/T18838.1—2002 涂覆涂料前鋼材表面處理 噴射清理用金屬磨料的技術要求導則和分類
9 GB/T18839.1—2002涂覆涂料前鋼材表面處理 表面處理方法 總則
10 GB/T18839.2—2002涂覆涂料前鋼材表面處理 表面處理方法 磨料噴射清理
11 GB/T18839.3—2002涂覆涂料前鋼材表面處理 表面處理方法 手工和動力工具清理
12 SY/T0407—1997 涂裝前鋼材表面預處理規范
13 GB/T9793—1997 金屬和其他無機覆蓋層 熱噴涂 鋅、鋁及其合金
14 GB/T12607—2003 熱噴涂涂層命名方法
15 GB/T12608—2003 熱噴涂 火焰和電弧噴涂用線材、棒材和芯材 分類和供貨技術條件
16 GB/T18719—2002 熱噴涂 術語、分類
17 SH3022—1999 石油化工設備和管道涂料防腐蝕技術規范
18 YB/T9256—1996 鋼結構、管道涂裝技術規程
19 SSPC-CS 23.00/AWS C2.23/NACE No.12:熱噴鍍鋁,鍍鋅,鍍鋁鋅合金工藝及鐵腐蝕的成因。
20 SSPC-PA 2:磁性漆膜儀進行干膜測厚
21 SSPC-SP 1:溶劑清潔
22 SSPC-SP 5:噴砂至金屬原色
23 SSPC-SP 10:噴砂至近金屬原色
24 SSPC-VIS 1:鐵表面干磨料噴砂指南及參考圖冊
25 SSPC-TR 3:表面處理過程中的除濕及溫度控制
26 SSPC-AB 1:礦物磨料
27 SSPC-AB 2:金屬磨料的清潔及回收
28 SSPC-AB 3:金屬磨料
29 ASTM D 4138:固化涂層的膜厚測試實際操作
30 ASTM D 4285:壓縮空氣內的水及油分檢測標準
31 ASTM D 4417:噴砂表面的粗糙度檢測標準
32 ASTM D 4541:附著力拉力檢測標準
33 ASTM D 4940:噴砂磨料的可溶性鹽分檢測標準
34 ISO 2063:電弧熱噴涂-金屬及無機涂料-鋅,鋁和鋅鋁合金
35 ISO 8502:涂裝施工前的金屬表面處理-表面清潔等級的評估標準。第6章:鹽分測試
36 ISO 8502:涂裝施工前的金屬表面處理-表面清潔等級的評估標準。第9章:導電物及可溶性鹽測試
37 ISO 11126:涂裝施工前的金屬表面處理-非金屬磨料工藝。
38 ISO 12944:涂料及油漆-涂裝系統對金屬結構的防腐蝕保護。第3章:結構設計考慮
39 ISO 14231:熱噴涂:電弧噴涂設備的檢查
40 ISO 14917:熱噴涂:術語,類別
41 ISO 14918:熱噴涂:熱噴涂操作工的測試
42 ISO 14919:熱噴涂:火焰及電弧噴涂所用線體,柱體填料-類別-工藝技術支持
43 ISO 14922:熱噴涂:熱噴涂的質量要求。第1章:選材及施工指導
44 ISO 14922:熱噴涂:熱噴涂的質量要求。第:2章:綜合質量要求
45 NSF 61:飲用水系統組成部分-健康影響
鋼鐵金屬熱噴涂防腐蝕技術應用我們只是一點點總結,冰山一角,大量的一線施工人員才是最有發言權的,他們在長期的熱噴涂施工中總結出了大量的經驗,并且將好方法好技術實施到具體的項目中去,大大的提高了生產效率,提升了材料最大覆蓋率。我們也期待更新更優的鋼鐵金屬熱噴涂工藝的出現,共同為我們國家鋼鐵長效防腐努力。
文章轉載自微信公眾號: