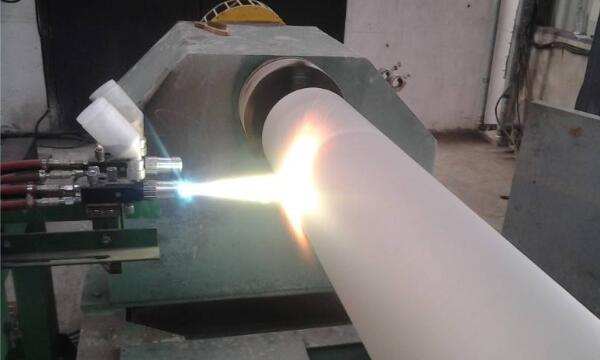
等離子噴涂工藝的原理是改變材料的表面性能,用某種熱源將噴涂材料加熱到熔化或半熔化狀態,將其吹成微小顆粒,通過島速氣流將其噴射到基體材料的表面,形成一種各種涂層的涂層加工方法,等離子噴涂不僅具有與其他噴涂方法相同的尺寸,而且具有零件尺寸不受限制、基體材料寬、加工邊緣小、普通基件表面的噴涂強化等優點。
等離子噴涂原理
等離子噴涂工藝是一種比較新的熱噴涂技術,比起傳統的熱噴涂方法有許多優點。這個然而,過程沒有100%的沉積速率,因此粒子可以逃逸成。工作環境,這取決于材料和尺寸分布的噴灑顆粒,可能會造成健康和安全隱患。為了盡量減少任何可能風險,目前的做法是把作品放在一個圈子里,限制機器的機動性。考慮到芯片電流,這是一個主要缺點。該系統的版本足夠緊湊,易于在車間周圍移動。
等離子噴涂優點
1、基體受熱小、零件不變形,不改變熱處理狀態。
由于噴涂時零件不帶電,基體金屬不熔化,所以盡管等離子焰流的溫度較高,但能量非常集中,等離子弧的軸向溫度梯度很大,一般零件溫升不超過200℃,則零件不會發生變形,這對于薄壁件、細長桿以及一些精密零件的修復十分有利。由于在200℃以下基體金屬的熱處理性質不會發生變化,可以對一些高強度鋼材實施噴涂。
2、能夠噴涂的材料廣泛,涂層的種類多。
由于等離子焰流的溫度高,可以將各種噴涂材料加熱到熔融狀態,因而可供等離子噴涂使用的材料非常廣泛,從而也可以得到多種性能的噴涂層,如耐磨涂層,隔熱涂層、抗高溫氧化涂層、絕緣涂層等等。就涂層的廣泛性來說,氧-乙炔焰噴涂、電弧噴涂、高頻感應噴涂和爆炸噴涂都不及等離子噴涂。
3、工藝穩定,涂層質量高。
等離子噴涂的各工藝參數都可定量控制,工藝穩定,涂層再現性好。在等離子噴涂中,熔融狀態粒子的飛行速度可達180~480m/s甚至更高,遠比氧-乙炔焰粉末噴涂時的粒子飛行速度45~120m/s高。熔融微粒在和零件碰撞時變形充分,涂層致密,與基體的結合強度高。等離子噴涂層與基體金屬的法向結合強度通常為30~70MPa,而氧-乙炔焰噴涂一般為5~20MPa。由于等離子噴涂時可以通過改換氣體來控制氣氛,因而涂層中的氧含量或氮含量可以大大減少。
等離子噴涂工藝參數
1 送粉量及電功率
送粉量及電功率這兩個工藝參數是噴涂過程中最主要的參數,又是需要經常變動的參數,而且這兩個參數是互相聯系的,在確定這兩個工藝參數時,重點是保證二者的恰當匹配。送粉量和功率恰當匹配指的是對于由一定牌號一定粒度組成的粉末,在不同的送粉量下,應當施加不同的電功率,通過調整氫氣流量來保證所需的工作電壓和射流的熱焓,通過調整電流的大小調節輸入功率。當送粉量不變時,如果電功率過小,則粉末熔化不良,涂層中夾雜的生粉多,粉末撞擊工件時變形不充分,并有較多的粉末彈跳損失,沉積效率低,涂層質量下降。反之若電功率過大,雖然粉末的熔化和撞擊變形良好,但粉末受熱氧化燒蝕嚴重,涂層中夾著較多的煙塵,熔化粒子飛濺嚴重,同樣會使沉積效率降低,涂層質量下降。因此,對于一定牌號一定粒度組成的粉末,送粉量的大小和電功率值要相適應。生產中確定送粉量和電功率最佳匹配的方法是采用噴涂沉積效率試驗,一般取沉積效率曲線中最高點處的電功率值為最佳值。
2 噴涂距離
粉末在等離子焰流中加熱和加速都需要一段時間,因此應有一個合適的噴涂距離,噴涂距離過近,會因粉末加熱不良,撞擊變形不充分而影響涂層質量,還會使零件受等離子焰流的影響而嚴重氧化,同時也會使基體溫升過高,造成熱變形。噴涂距離過遠又會使已經加熱到熔融狀態的粉末在與零件接觸時冷了下來,飛行速度也開始降低,同樣影響涂層質量,噴涂效率會明顯降低。
3 主氣、二次氣及送粉氣的流量
通入噴槍用于壓縮電弧并發生電離的氣體稱為主氣,等離子噴涂常用Ar氣等作為主氣,為了提高等離子弧的熱焓常在離子氣中加入N2、H2,稱之為二次氣或次級氣,用于帶動粉末的氣體稱為送粉氣。主氣的流量,是重要的工藝參數之一,它直接影響到等離子焰流的熱焓和流速,繼而影響噴涂效率和涂層孔隙率等,氣流量過大或過小均會導致噴涂效率的降低和涂層孔隙率的增加。氣流量過大,離子濃度減少,過量的氣體會冷卻等離子的焰流,使熱焓和溫度下降,不利于粉末的加熱,粉末熔化不均勻,使噴涂效率降低,涂層組織疏松,孔隙率增加;反之氣流量太小,會使噴槍工作電壓下降,使焰流軟弱無力,并容易引起噴嘴燒蝕。送粉氣的流量對涂層質量的影響也很大,對外送粉噴槍而言送粉氣對涂層質量的影響尤其嚴重,送粉氣流量過小會使粉末難以到達焰流中心,過大則會使粉末穿過射流中心,產生嚴重的“邊界效應”,致使涂層疏松,結合強度降低。
4.噴槍移動速度
噴槍移動速度對涂層質量和噴涂效率的影響在一定的范圍內并不明顯。在一定送粉量下噴槍移動速度或噴槍與工件的相對速度的慢與快,意味著單位時間內,噴槍掃過工件面積的多少或每次噴涂層的厚度,所以調節噴槍的移動速度實際上是控制每次噴涂層的厚度。每次噴涂的厚度不宜太厚。一般情況下,每次噴涂的涂層厚度不要超過0.25mm,對于要求噴涂厚度為0.25mm的涂層,也應以兩次或多次噴成為好。此外噴槍移動速度對工件的溫升也有影響,為不使基體局部溫升過高而造成熱變形或熱應力過大,也希望在保證覆蓋的前提下,選用較快的噴槍移動速度。
5.基體金屬的溫度
基體金屬的溫度是噴涂工藝一項重要的參數。多數工件在噴涂前,需進行一定的預熱,目的是為了去除濕氣,并使表面活化,有利于涂層與基體的結合,以及控制基體相對涂層的熱膨脹。對于一些薄壁件,可減小噴涂后冷卻時由于零件和涂層的收縮不一致而造成的應力,從而有利于涂層與基體的結合。噴涂前預熱還可以使零件在噴涂后的抗疲勞強度下降量減少。但是當金屬零件的預熱溫度超過200℃時,零件表面開始出嚴重的氧化膜,導致涂層的結合強度顯著下降。一般況下預熱溫度為100~150℃,在噴涂WC-Co粉末時,為減少碳的燒損,基體應保持更低溫度。