
由于循環流化床鍋爐受熱面的磨損問題特別嚴重,因磨損造成的事故約占鍋爐停爐總數的30%以上,磨損已成為循環流化床鍋爐穩定運行的最主要問題,造成非計劃停爐次數增多,電廠效益大大降低。熱噴涂作為一種表面處理技術,可以通過噴涂使普通金屬材料具有耐磨、耐腐蝕、耐高溫等特殊性能,以達到提高工件性能,延長設備使用壽命的目的,因而在鍋爐受熱面防磨領域獲得了廣泛的應用。
同樣采用熱噴涂耐磨層的方法對循環流化床鍋爐受熱面進行防磨處理,通過噴涂防磨涂層增加厚度延緩磨損時間來延長鍋爐運行周期,是一種技術經濟性比較好方法。目前在循環流化床鍋爐上主要采用的是電弧噴涂,其中也包括超音速電弧噴涂,電弧噴涂是目前應用范圍較廣、施工技術較成熟的一種防磨工藝方法。
普通電弧噴涂存在自身的不足,即噴涂粒子速度低,結合強度不高,粒子粒度較粗,涂層孔隙率高等,其涂層質量不及等離子噴涂和超音速火焰噴涂,使得電弧噴涂技術的應用受到一定的限制。近幾年,超音速電弧噴涂技術的出現解決了電弧噴涂技術發展中的諸多難題。超音速電弧噴涂技術的基本原理是:依據空氣動力學原理,采用拉戈爾噴管技術,優化噴槍設計,使氣流速度超過340m/s,從而使噴涂粒子的速度超過或接近音速,提高了金屬粒子的霧化效果;在噴槍的冷卻上成功地采用氣冷方式,不僅解決了金屬粒子與噴嘴內壁的粘接難題,而且提高了氣流的能量,并有利于提高粒子的速度,達到改善噴涂涂層質量的目的。
熱噴涂設備
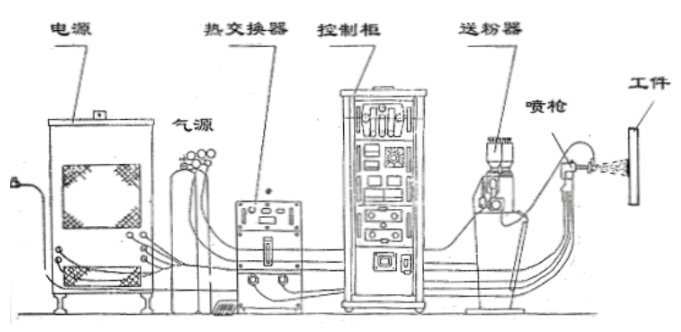
如圖1所示,為等離子噴涂的設備配置圖,雖然因熱噴涂的方法不同其設備也各有差異,但依據熱噴涂技術的原理,其設備都主要由噴槍、熱源、涂層材料供給裝置以及控制系統和冷卻系統組成。
熱噴涂工藝過程
熱噴工藝過程:工件表面預處理一工件預熱一噴涂一涂層后處理。
工件表面預處理的目的是,使涂層與基體材料很好地結合。由于基材表面必須清潔及粗糙,而且凈化和粗化表面的方法有很多。
工件表面凈化處理的目的是除去工件表面的所有污垢,如氧化皮、油漬、油漆及其他污物,關鍵是除去工件表面和滲入其中的油脂。粗化處理的目的是增加涂層與基材間的接觸面,增大涂層與基材的機械咬合力,使凈化處理過的表面更加活化,以提高涂層與基材的結合強度。同時基材表面粗化還改變涂層中的殘余應力分布,對提高涂層的結合強度也是有利的。
凈化處理的方法有,溶劑清洗法、蒸汽清洗法、堿洗法及加熱脫脂法等。
粗化處理的方法有噴砂、機械加工法(如車螺紋、滾花)、電拉毛等。其中噴砂處理是最常用的粗化處理方法,常用的噴砂介質有氧化鋁、碳化硅和冷硬鑄鐵等。
工件預熱的目的是為了消除工件表面的水分和濕氣,提高噴涂粒子與工件接觸時的界面溫度,以提高涂層與基體的結合強度;減少因基材與涂層材料的熱膨脹差異造成的應力而導致的涂層開裂。一般情況下預熱溫度控制在60?120℃之間,預熱溫度取決于工件的大小、形狀和材質,以及基材和涂層材料的熱膨脹系數等因素。
噴涂方法的選擇主要取決于選用的噴涂材料、工件的工況及對涂層質量的要求。噴涂方法的選擇一般來說是多樣的,但對某種應用來說總有一種方法是最好。預處理好的工件要在盡可能短的時間內進行噴涂,噴涂參數要根據涂層材料、噴槍性能和工件的具體情況而定,優化的噴涂條件可以提高噴涂效率、并獲得致密度高、結合強度高的高質量涂層。例如:陶瓷涂層,則最好選用等離子噴涂;碳化物金屬陶瓷涂層,則最好采用高速火焰噴涂;噴涂塑料,則只能采用火焰噴涂;若要在戶外進行大面積防腐工程的噴涂的話,那就非靈活高效的電弧噴涂或絲材火焰噴涂莫屬了。
經過噴涂所得到涂層有時不能直接使用,必須進行一系列的后處理:①防腐蝕的涂層。為了防止腐蝕介質透過涂層的孔隙到達基材引起基材的腐蝕,必須對涂層進行封孔處理。用作封孔劑的材料很多,有石臘、環氧樹脂、硅樹脂等有機材料及氧化物等無機材料,如何選擇合適的封孔劑,要根據工件的工作介質、環境、溫度及成本等多種因素進行考慮。②耐磨損的涂層。對于承受高應力載荷或沖擊磨損的工件,為了提高涂層的結合強度,要對噴涂層進行重熔處理(如火焰重熔、感應重熔、激光重熔以及熱等靜壓等),使多孔的且與基體僅以機械結合的涂層變為與基材呈冶金結合的致密涂層。③對尺寸精度有要求的涂層。要對涂層進行機械加工,由于噴涂涂層具有與一般的金屬及陶瓷材料不同的特點,如涂層有微孔,不利于散熱;涂層本身的強度較低,不能承受很大的切削力;涂層中有很多硬的質點,對刀具的磨損很快等,因而形成了噴涂涂層不同于一般材料的難于加工的特點。所以必須選用合理的加工方法和相應的工藝參數才能保證噴涂層機械加工的順利進行和保證達到所要求的尺寸精度。