
熱噴涂是一種用于工程部件的表面噴涂和修復的工業技術,熱噴涂工藝非常便捷,幾乎能應用在所有工業領域。通常將金屬、合金、金屬氧化物、金屬/陶瓷混合物、碳化物、線材、棒材以及各種復合材料沉積在不同的基體材料上,可以使基體材料或工件形成保護性或功能性表面涂層。
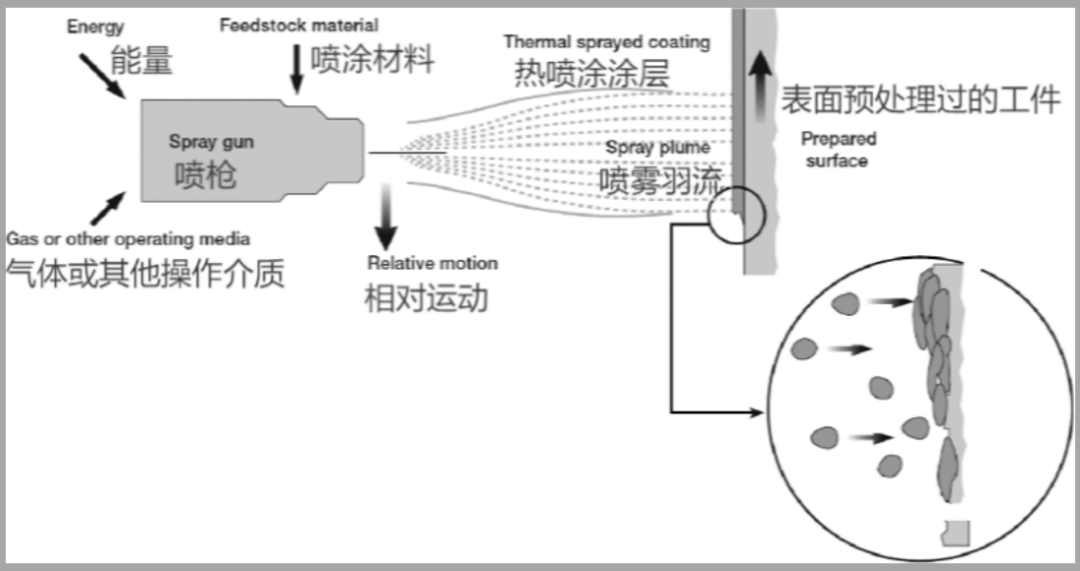
▲熱噴涂原理示意圖
熱噴涂粉末占熱噴涂材料總用量的70%以上,熱噴涂粉末的成分、分布、形貌和粒度因粉末制備方法而異。用于熱噴涂的粉末不僅需要滿足涂層要求的功能,還必須要滿足熱噴涂工藝的需求,要能保證粉體可以被流暢、穩定、均勻地輸送到噴涂的焰流中,從而保證沉積效率及穩定且均勻的涂層質量。
▼熱噴涂粉末特性
|
顆粒形貌 |
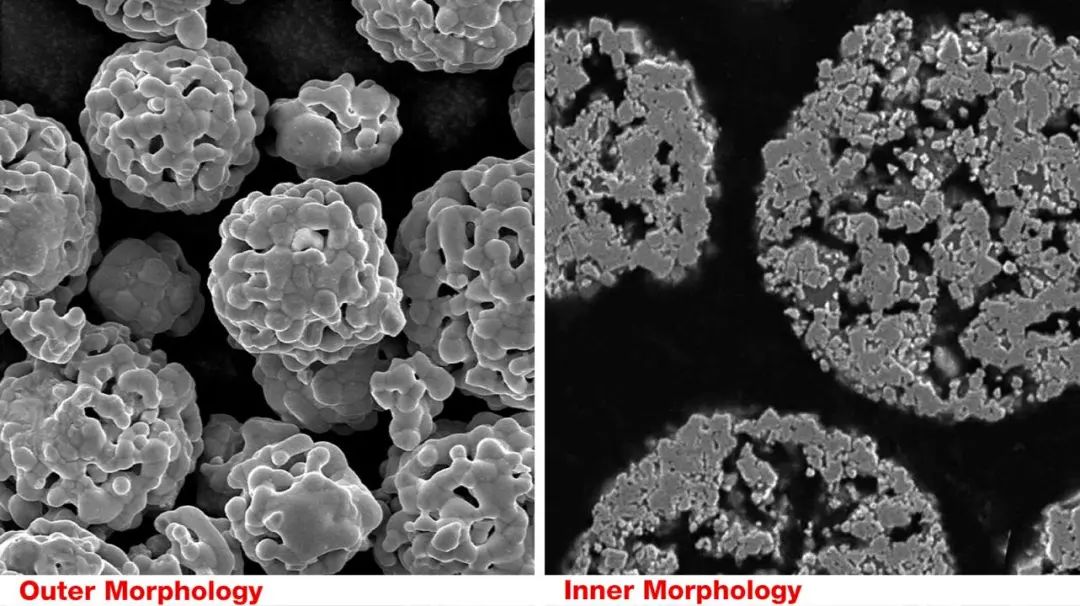
主要是指粉體顆粒的幾何形狀和表面特征,其中粉體的幾何形狀主要指粉末的球化程度,隨著球形度的提高,粉體的固態流動性也越好,表面特征則是指粉末表面顏色和光滑程度等。一般球形、致密的粉末可獲得優良的涂層。 |
|
粒度分布 |
通常原始粉末按照顆粒尺寸可分為納米級(1~100nm)、亞微米級(100nm~1μm)和微米級(1μm以上),納米級和亞微米級粉末尺寸小、質量輕,在熱噴涂過程中易被氣流吹散或被高溫火焰燒蝕掉不能直接用于熱噴涂,需要進行粉末顆粒的尺寸增大處理,即通過二次造粒改善粉末物性后用于熱噴涂。熱噴涂粉末顆粒一般用目來衡量。在粉末樣品中用正負號和目數來表征粉末的粒度,如-120+300目表示粉末粒度小于120大于300目,目數越大粉末越細。 熱噴涂粉末應滿足一定的粒度要求。用于火焰噴涂的金屬粉末一般小于120目,常用的是-180+320目;等離子噴涂的陶瓷粉末粒度一般是-140+320目或-500+300目;適于HVOF的粉末粒度一般在15~53μm,較細的粉末粒度也在5~25μm,有些HVOF設備可實現10μm以下超細粉體的噴涂。 |
|
流動性 |
流動性是指粉末的流動能力,是衡量粉末熱噴涂工藝性的重要指標之一。通常采用霍爾流量計(Hallflowmeter)測量粉末流動性,單位是s/50g,其物理意義是50g的某種粉末流經具有一定孔徑的標準漏斗所需要的時間s。流動數值越小說明粉末的流動性越好,流動性好易實現均勻送粉,流動性差容易堵塞送粉通道。合金粉末的流動性一般較好,約為20~45s/50g。陶瓷粉末流動性一般較差,約為50~120s/50g,有的甚至在霍爾流量計中出現起拱現象,不自流,無流動性,在熱噴涂送粉器中通常采用振動或攪拌實現強制送粉。 |
|
松裝密度 |
松裝比重又稱松裝密度,其物理意義是干粉末自然流入容器后,質量與體積之比,單位是g/cm3。松裝比重的大小除了與粉末的成分有密切關系外,還與粉末的形狀、表面質量有關。 團聚顆粒的松裝密度越高,流動性越好,相同噴涂工藝下與基體碰撞時的粒子動能越高,獲得的涂層就越致密 |
|
含氧量 |
對于合金粉而言,含氧量也是一個較重要的物性指標。粉末中所含的氧元素一般是以氧化物的形式存在,這是由于粉末在制造過程中,金屬元素不可避免地受到輕微的氧化。氧化愈嚴重,含氧量愈高。粉末中所含氧化物是有害成分,導致涂層中產生氣孔、夾雜。對含氧量要嚴格限制。合金粉末的含氧量一般小于0.2%。 |
霧化制粉法是以快速運動的流體(霧化介質)沖擊或以其他方式將金屬或合金液體破碎為細小液滴,繼之冷凝為固體粉末的粉末制取方法。霧化主要用于制造金屬和合金粉末,理論上,任何能形成液體的材料均可以進行霧化制粉。根據霧化流體的種類可分為氣體霧化法和水霧化法。氣體霧化法制備的金屬粉末具有粒度細小、球形度好、純凈度高的特點。
霧化法適用于熔點在1600℃以下的金屬或合金,比如:Al及Al合金、Cu及Cu合金、Ni-(Cr)-Al系合金、Ni基及Co基合金等。對于制備氧化物和碳化物粉末,主要因為大多數氧化物和碳化物的熔點較高不適于采用霧化法生產。
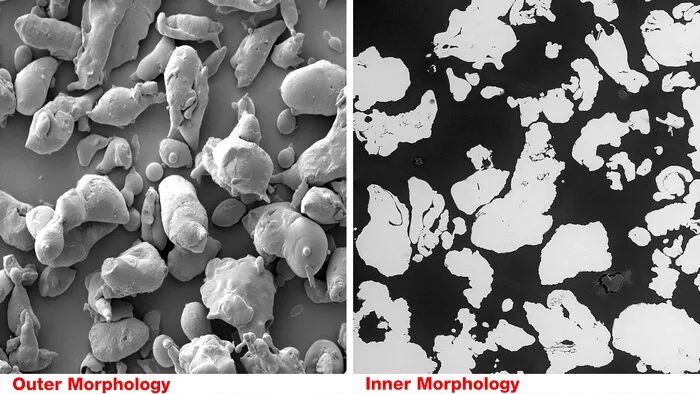
水霧化粉,不規則形狀,與氣霧化相比含氧量稍高
(來源:OerlikonMetco)
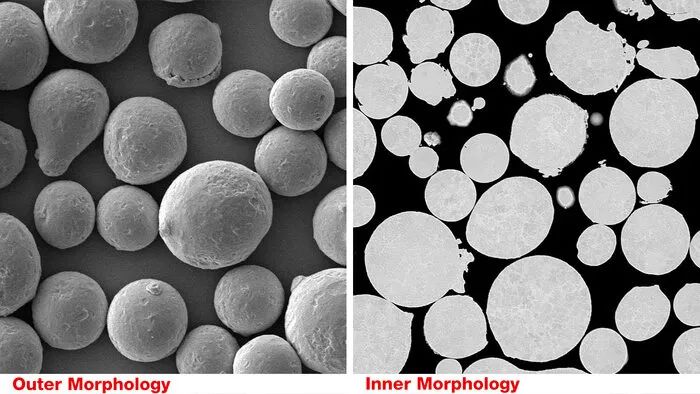
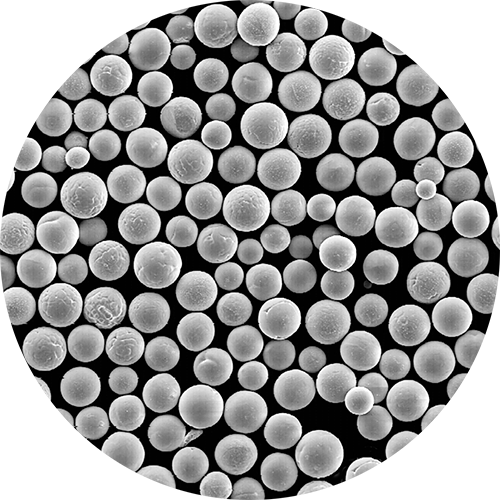
氣霧化粉(來源:同上)
霧化法包括二流霧化法:借助高壓水流或高壓氣流的沖擊來破碎液流,分氣體霧化和水霧化;離心霧化:借助于離心力破碎液流,分旋轉圓盤霧化、旋轉電極霧化、旋轉坩堝霧化等;真空霧化:在真空中的霧化;超聲波霧化:利用超聲波能量來實現液流的破碎。

團聚燒結法是目前制備熱噴涂粉末較常用的造粒方法,是指采用有機膠黏劑(比如聚乙烯二醇)將細微的原料粉末球磨混合制成料漿,通過噴霧干燥裝置將料漿制成一定粒度的前驅體粉末,然后再經過脫脂、燒結、篩分得到適于熱噴涂用的粉末。
噴霧裝置是控制霧滴尺寸的關鍵,主要有4種類型:旋轉噴嘴、高壓噴嘴、氣動噴嘴和超聲波噴嘴。不同噴嘴形成的霧滴尺寸數據:
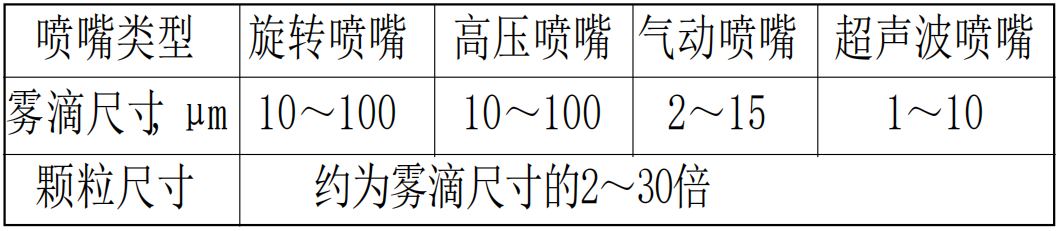
大部分碳化物、氧化物原料的粒度都比較小,難以直接用于熱噴涂,團聚燒結法則很好的將這些微細粒粉末聚合成熱噴涂用粉末,且粉末形貌呈多孔球形,流動性好,制備能耗低。再熱噴涂過程中加熱速度快而均勻,噴涂效率高,常用于制備鈷基碳化物系金屬-陶瓷粉末、氧化物系陶瓷粉末。
▲團聚燒結粉末(來源:同上)
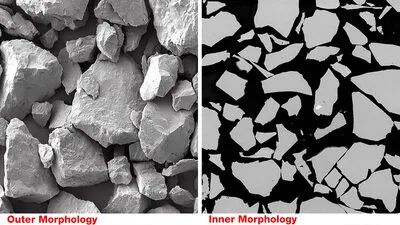
先把混合好的原料置于特定的加熱爐(如電弧爐)中進行加熱,至原料熔融后再制成一定尺寸的鑄錠,再借助某種破碎設備對冷卻凝固后的鑄錠進行破碎處理從而獲得粉末,這種制備粉末的方法就叫做熔融破碎法。一些脆性大、容易被破碎的材料一般都采用熔融破碎法來制備相應的粉末。
▲熔融粉碎粉(來源:同上)
熔融破碎法制備的粉末成分均勻程度大大的提高、偏析現象極大的減小,這是因為熔化處理有利于成分均勻化,粉末致密呈不規則塊狀。大部分熱噴涂粉末都可以采用熔融破碎法制取,比如氧化物系陶瓷粉末、碳化鉻粉末、鈷基碳化鎢系金屬陶瓷粉末等。但是在破碎機粉碎鑄錠時會引入鐵雜質,需要添加一步物化法除雜工藝,即通過電磁吸附或溶劑溶解來去除。
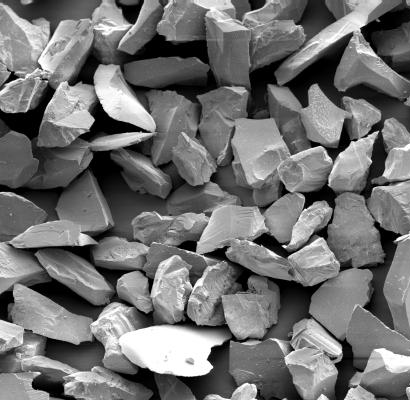
▲融合和壓碎氧化鋁熱噴涂粉末
來源:Saint-Gobain Coating Solutions
燒結破碎法首先是將細微的原料粉末經高溫燒結成型,然后采用破碎機對燒結體進行機械粉碎制得粉末的工藝。相對熔融破碎法,燒結破碎法制備粉末的溫度較低。一些高熔點材料的鑄錠難以破碎成粉體,無法用熔融破碎法制備,而燒結破碎法通過控制燒結參數能夠得到容易破碎的燒結體,能很好的解決這一問題。
燒結破碎法可用于制備的熱噴涂粉末有:鎢粉、鉬粉等高熔點金屬粉體,鈷基碳化物系金屬陶瓷粉體,氧化鉻系陶瓷粉體等。但所制得的粉體形貌與熔融破碎法制備的粉體相似,也是多棱角不規則塊體粉末流動性差,影響噴涂效果。
殼核結構復合粉末兼有殼、核兩種材料的優良性能,被廣泛應用于電力、催化及熱噴涂等領域,具備殼核結構的粉末一般采用包覆法制備,將一層材料通過機械融合法或者復合化包覆另一種材料。
機械融合法適用于熔點相差懸殊的兩種材料,先將粉末加熱到兩者熔點之間,熔點低的材料處于熔融或半熔化狀態,熔點高的材料仍是固態,通過機械混合,兩種材料不斷焊合,熔點低的材料不斷包覆高熔點材料,形成殼核結構的復合粉體。復合化是將韌性相差懸殊的材料,通過不斷混合形成的包覆材料。
等離子體球化處理技術的原理是:利用熱等離子的高溫環境,載氣將粉體送入高溫等離子體中,粉體顆粒迅速吸熱后表面(或整體)熔融,并在表面張力作用下縮聚成球形液滴,進入冷卻室后驟冷凝固而將球形固定下來,從而獲得球形粉體。
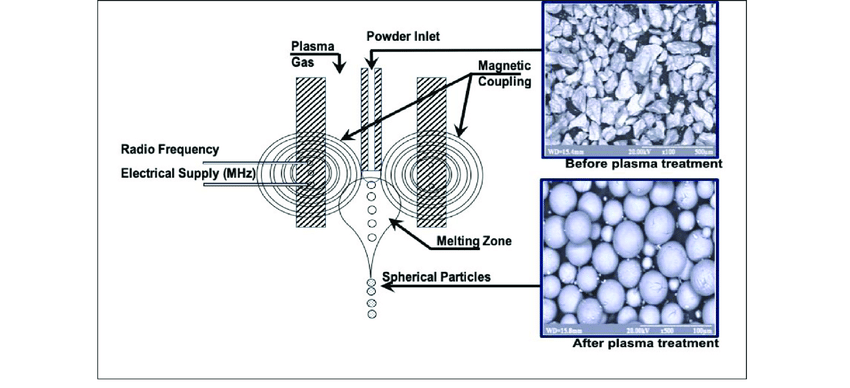
▲射頻等離子體球化示意圖
致密的球形粉末大部分是通過熱等離子體處理獲得的,主要有直流(DC)等離子體和射頻(RF)等離子體球化粉末,其中最常用的是射頻放電等離子體。射頻等離子體焰炬的溫度較高,可達10000K高溫,對難熔金屬,陶瓷也能達到球化效果,可以用于粉末材料的二次改造,改變其粉末形貌,增大粉末顆粒的球形度,減少不規則粉末及缺陷粉末。
▲等離子球化球形鉭粉(來源:TEKNA)
鉭熔點高達3017°C