
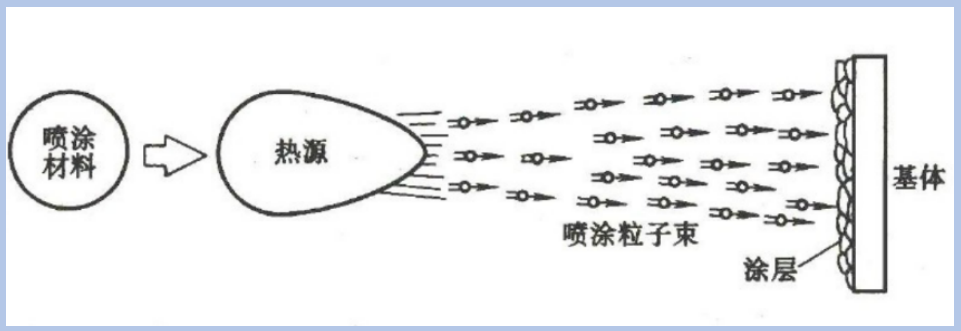
熱噴涂:熱噴涂技術(shù)是利用某種熱源將噴涂材料加熱至熔化或半熔化狀態(tài),用高壓氣流將其霧化,并以一定的速度噴射沉積到經(jīng)過預(yù)處理的基體表面從而形成涂層的表面加工技術(shù)(在日本熱噴涂被稱形象的稱為熔射)。通常將金屬、合金、金屬氧化物、金屬/陶瓷混合物、碳化物、線材、棒材以及各種復(fù)合材料沉積在不同的基體材料上,形成具有獨(dú)特微觀結(jié)構(gòu)的涂層或者精準(zhǔn)成型的部件。熱噴涂技術(shù)使基體材料或工件形成了保護(hù)性或功能性表面涂層,使其達(dá)到:防腐、耐磨、耐磨、抗高溫、抗氧化、隔熱、絕緣、導(dǎo)電、防微波輻射等功能,其在世界范圍內(nèi)諸多工業(yè)領(lǐng)域都有著廣泛重要的應(yīng)用。
熱噴涂適用范圍很廣,幾乎所有固體材料都可以作為熱噴涂的基材,可在各種基體上制備各種材質(zhì)的涂層:金屬、陶瓷、金屬陶瓷以及工程塑料等都可用作熱噴涂的材料,工藝適應(yīng)性強(qiáng),產(chǎn)值約占材料表面工程所有產(chǎn)值的三分之一。

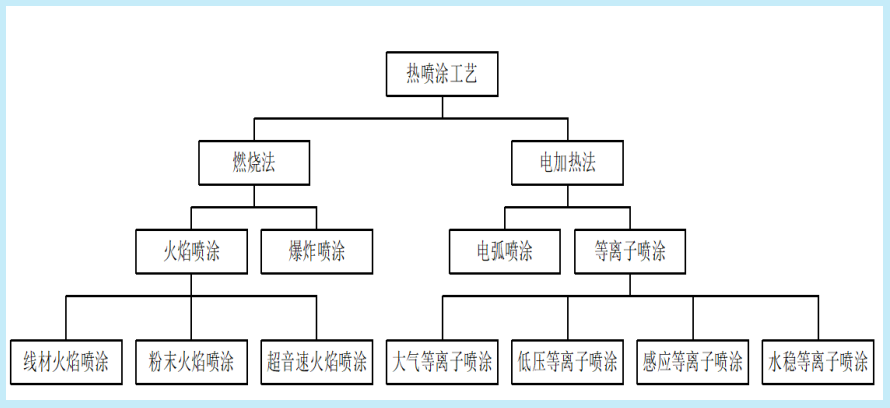
按照熱源不同,熱噴涂可以分為多種。其中,等離子噴涂居主導(dǎo)地位;高速火焰噴涂(超音速/聲速)居第二,占據(jù)25%的市場(chǎng)比例;電弧噴涂代替?zhèn)鹘y(tǒng)火焰噴涂技術(shù)上升至第三位。

▲熱噴涂生產(chǎn)一般包括3個(gè)基本工序--工件表面預(yù)處理、噴涂和涂層后處理,其基本工藝流程如圖所示。
相關(guān)閱讀:
先進(jìn)陶瓷應(yīng)用:金屬材料表面處理--噴砂,拋丸,噴丸
▼常用熱噴涂技術(shù)的工藝特性
|
比較項(xiàng)目 |
火焰噴涂 |
電弧噴涂 |
等離子噴涂 |
爆炸噴涂 |
超音速火焰噴涂 |
|
熱源 |
O2+C2H4 |
電弧加熱 |
電弧產(chǎn)生高溫低壓等離子體 |
O2+C2H2 |
煤油、乙烯、丙烯、氫氣 |
|
焰流溫度(℃) |
850~2000 |
20,000 |
20,000 |
未知 |
1400~2500 |
|
焰流速度(m/s) |
50~100 |
30~500 |
200~1200 |
800~1200 |
300~1200 |
|
顆粒速度(m/s) |
20~80 |
20~300 |
30~800 |
~800 |
100~1000 |
|
熱效率 |
60~80% |
90% |
35~55% |
未知 |
50~70% |
|
沉積效率 |
50~80% |
70~90% |
50~80% |
未知 |
70~90% |
|
噴涂材料形態(tài) |
粉末,線材 |
線材 |
粉末 |
粉末 |
粉末 |
|
結(jié)合強(qiáng)度(Mpa) |
>7 |
>10 |
>35 |
>85 |
>70 |
|
最小孔隙率 |
<12% |
<10% |
<2% |
<0.1% |
<0.1% |
|
最大涂層厚度 |
0.2~1.0 |
0.1~3.0 |
0.05~0.5 |
0.05~0.1 |
0.1~1.2mm |
|
噴涂成本 |
低 |
低 |
高 |
高 |
較高 |
|
設(shè)備特點(diǎn) |
簡(jiǎn)單,可現(xiàn)場(chǎng)施工 |
簡(jiǎn)單,可現(xiàn)場(chǎng)施工 |
復(fù)雜,但適合高熔點(diǎn)材料 |
較復(fù)雜,效率低,應(yīng)用面窄 |
一般,可現(xiàn)場(chǎng)施工 |
▼不同熱源的最高溫度

等離子噴涂是采用剛性非轉(zhuǎn)移型等離子弧為熱源,將欲噴涂粉末材料加熱到熔融或半熔融狀態(tài),在經(jīng)過高速焰流將其霧化加速噴射到經(jīng)預(yù)處理的工件表面,形成噴涂涂層的一種熱噴涂表面加工方法。

來源:北京聯(lián)合涂層技術(shù)有限公司
其噴涂原理是通過等離子噴槍(又稱等離子弧發(fā)生器)產(chǎn)生等離子焰流。噴槍的鎢電極(陰極)和噴嘴(陽(yáng)極)分別接電源負(fù)極和正極,通過高頻火花引燃電弧,使供給噴槍的工作氣體(Ar或N2)在電弧的作用下電離成等離子體。在機(jī)械壓縮效應(yīng)、自磁壓縮效應(yīng)和熱壓縮效應(yīng)的聯(lián)合作用下,電弧被壓縮,形成非轉(zhuǎn)移型等離子弧。送粉流輸送粉末噴涂材料進(jìn)人等離子弧,并被迅速加熱至熔融或半熔融狀態(tài),隨等離子流高速撞擊經(jīng)預(yù)處理的基材表面,并在基材表面形成牢固的噴涂層。從而使零件被噴涂表面獲得不同的硬度、耐磨、耐熱、耐腐蝕、絕緣、隔熱、潤(rùn)滑等各種特殊物理化學(xué)性能,以滿足零件不同工作條件的要求。
!!等離子體的高溫足以瞬間熔化目前已知的任何材料,射流能夠熔化幾乎所有的固體材料,因此等離子噴涂技術(shù)可以形成涂層的種類及其應(yīng)用極其廣泛,尤其是噴涂高熔點(diǎn)陶瓷材料,等離子噴涂具有很大的優(yōu)勢(shì),由于使用惰性氣體作為工作氣體,所以噴涂材料不易氧化。等離子噴涂技術(shù)的發(fā)展主要集中在噴槍功率的提高以及送進(jìn)粉末方式的改良兩大方面。
超音速火焰噴涂:以氧氣和燃料連續(xù)燃燒產(chǎn)生的熱量作為熱源,焰流速度超過聲音速度的熱噴涂方法,又稱高速火焰噴涂。超音速噴涂主要是依靠大幅度提高噴涂顆粒的速度來獲得高質(zhì)量的涂層,即:高的燃燒室壓力→高的燃流速度→高的顆粒飛行速度→高的涂層質(zhì)量。涂層性能與氣流的速度和溫度有關(guān),但目前研究結(jié)論趨向于認(rèn)為“粒子的速度或動(dòng)能對(duì)涂層質(zhì)量的貢獻(xiàn)更大”。由動(dòng)量定理可知,粒子速度越高,動(dòng)量越大,沉積時(shí)的沖量越大;粒子速度越高,粒子對(duì)基體的撞擊作用越強(qiáng),粒子變形越充分,使涂層中顆粒之間的連接更加緊密,從而減小了涂層孔隙率,增大了涂層的結(jié)合強(qiáng)度。

(來源:北京聯(lián)合涂層技術(shù)有限公司)
燃料(丙烷、丙烯、氫氣、乙炔、煤油等)和氧氣在噴涂槍燃燒室內(nèi)混合后連續(xù)燃燒,導(dǎo)入的微細(xì)噴涂粉末材料(可以用高壓軸向送入或從噴射管側(cè)面送入)隨焰流從細(xì)長(zhǎng)頸部射出并加熱熔融,以高速撞擊零件表面,形成涂層。涂層質(zhì)量遠(yuǎn)優(yōu)于傳統(tǒng)的火焰噴涂、電弧噴涂和等離子噴涂涂層。超聲速火焰噴涂粒子的飛行速度高,可形成致密、結(jié)合強(qiáng)度高的涂層,火焰溫度不超過3000℃,粉末在火焰中被加熱的時(shí)間短,因此噴涂材料的相變、氧化和分解受到抑制,特別適合于噴涂碳化物和硼化物等金屬陶瓷材料;噴涂效率高,噴涂距離可在較大范圍內(nèi)變動(dòng)而不影響噴涂質(zhì)量;氧氣消耗量大,成本較高。
相關(guān)閱讀:
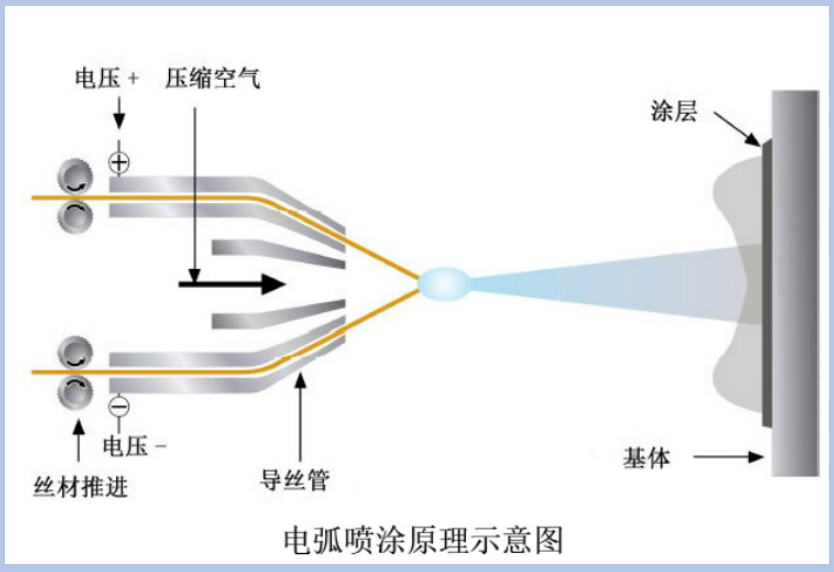
電弧噴涂的基本原理是將兩根被噴涂的金屬絲作自耗性電極,連續(xù)送進(jìn)的兩根金屬絲分別與直流的正負(fù)極相連接。在金屬絲端部短接的瞬間,由于高電流密度,使兩根金屬絲間產(chǎn)生電弧,將兩根金屬絲端部同時(shí)熔化,在電源作用下,維持電弧穩(wěn)定燃燒;在電弧發(fā)射點(diǎn)的背后由噴嘴噴射出的高速壓縮空氣使熔化的金屬脫離金屬絲并霧化成微粒,在高速氣流作用下噴射到基材表面而形成涂層。值得注意的是電弧噴涂只能用于具有導(dǎo)電性能的金屬線材。
(來源:北京聯(lián)合涂層技術(shù)有限公司)
火焰噴涂是以氧氣和燃?xì)猓ㄒ胰病⒈椤⒈⑻烊粴饣驓錃獾龋┤紵a(chǎn)生的熱量來熔化噴涂材料并通過高壓氣體噴射至工件表面形成涂層的工藝。火焰噴涂材料的形式一般有三種:粉材、絲材和棒材。粉材火焰噴涂較為普遍,能夠適用于多種零件和工況;絲材噴涂則常用于大規(guī)模的連續(xù)化作業(yè);而棒材則可以噴涂陶瓷材料,生產(chǎn)成本低廉但連續(xù)化作業(yè)難度較大。

(來源:北京聯(lián)合涂層技術(shù)有限公司)
爆炸噴涂是在特殊設(shè)計(jì)得燃燒室內(nèi)加入一定比例搭配的氧氣和燃?xì)猓缓罄命c(diǎn)燃混合氣體發(fā)生爆炸所產(chǎn)生強(qiáng)大的熱量和推力將粉末材料熔化后高速噴向工件表面的過程,每次噴射后通入氮?dú)饬髑逑礃尮堋1▏娡坑捎谄渫屏Υ蟆⑺俣瓤欤虼四軌驅(qū)崿F(xiàn)涂層的高結(jié)合強(qiáng)度和低孔隙率。缺陷是爆炸畢竟是非持續(xù)性的間歇過程,因此想要噴涂均勻的涂層挑戰(zhàn)性蠻大。
爆炸噴涂焰流溫度不太高,不適合噴涂陶瓷等高熔點(diǎn)材料,但可解決碳化物高溫分解難題。一般專用于噴涂碳化物或金屬陶瓷涂層。成本高,涂層密度可達(dá)99.9%。

(來源:北京聯(lián)合涂層技術(shù)有限公司)
備注:氣體燃燒熔化法熱噴涂又分常規(guī)火焰熱噴涂、爆炸火焰熱噴涂和超聲速火焰熱噴涂。
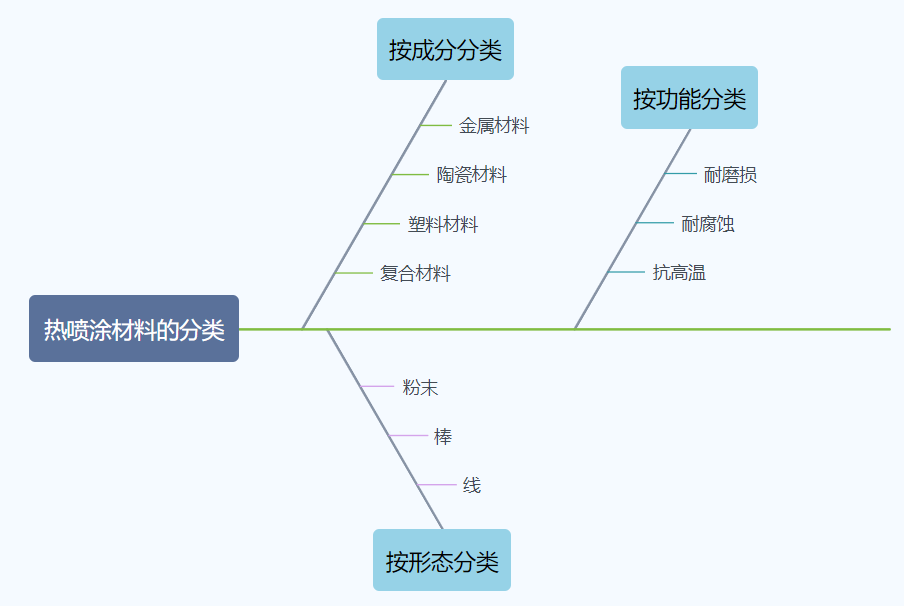
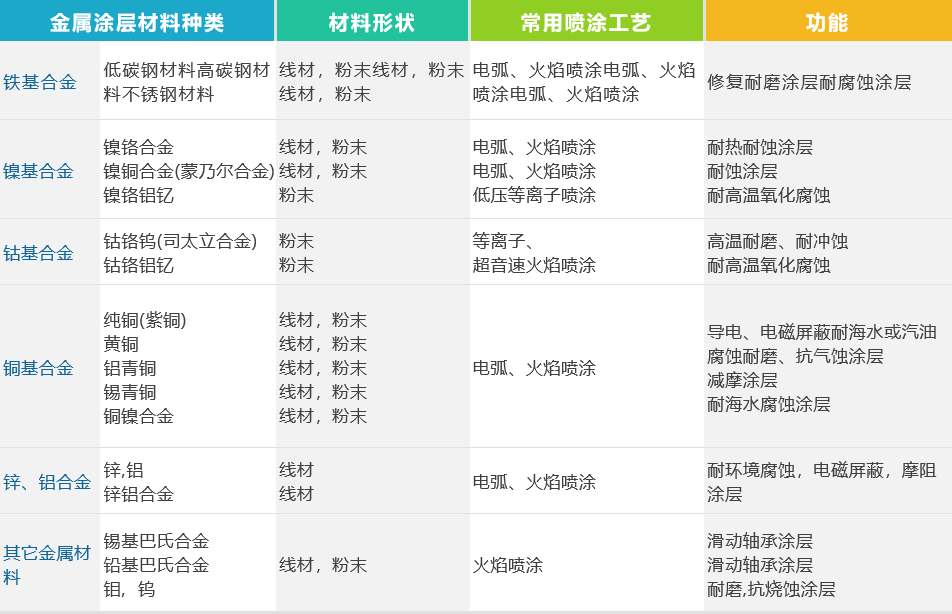
▼常用金屬熱噴涂材料
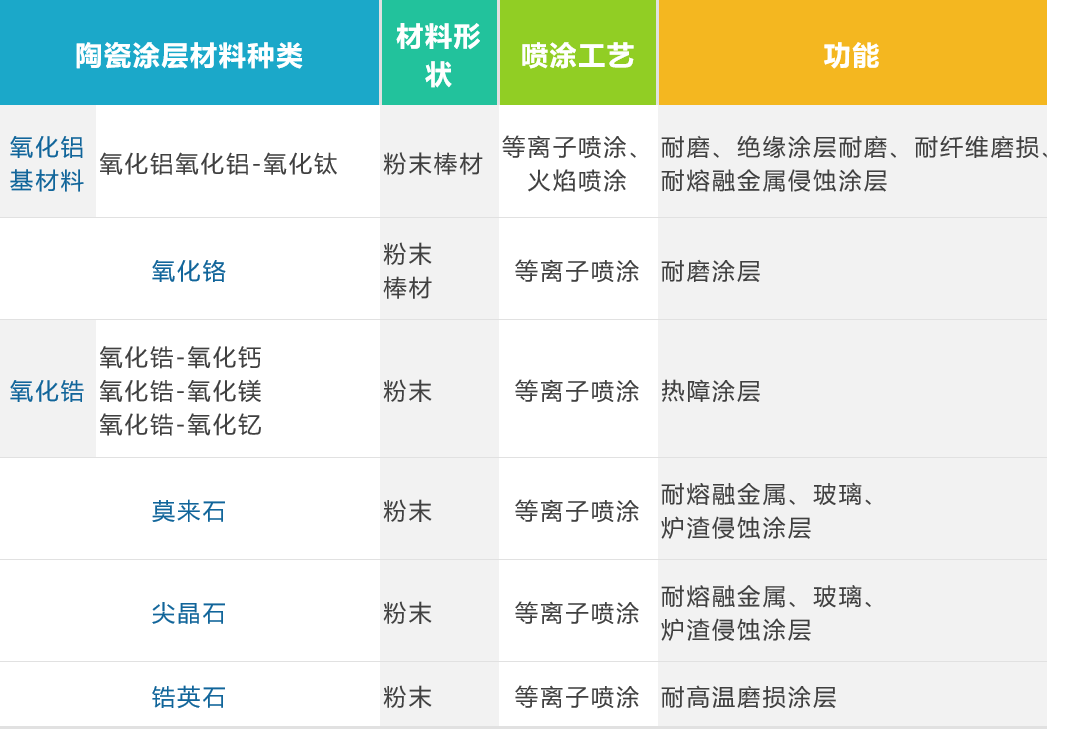
▼常用陶瓷熱噴涂材料
▼常用的熱噴涂塑料

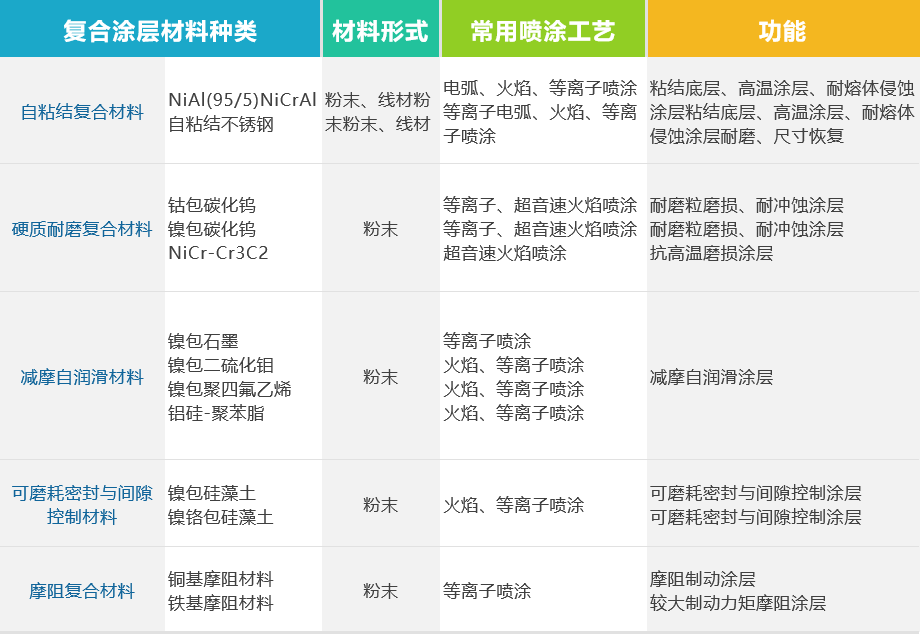
▼常用熱噴涂用復(fù)合材料
熱噴涂技術(shù)使基體材料或工件形成了保護(hù)性或功能性表面涂層,其在世界范圍內(nèi)諸多工業(yè)領(lǐng)域都有著廣泛重要的應(yīng)用,包括修復(fù)和復(fù)原、防腐蝕、各種形式的耐磨損,如磨蝕、侵蝕和削磨,還有絕熱或?qū)щ姟⒖寡趸涂篃岣g、用作電導(dǎo)體或絕緣體、可磨耗涂層以及裝飾等等。
1、耐磨損是熱噴涂技術(shù)在高溫和低溫下最大的應(yīng)用領(lǐng)域。這類涂層具體分為以下幾種:
|
1)耐粘著磨損或劃傷 |
兩個(gè)表面相對(duì)滑動(dòng), 碎屑從一個(gè)表面粘到另一個(gè)表面時(shí),發(fā)生粘著磨損或劃傷。專用典型涂層為鈷基碳化鎢、碳化鉻/鎳鉻涂層。 |
|
2)耐磨粒磨損 |
當(dāng)較硬表面在較軟表面上滑動(dòng),而且兩表面之間存在磨損時(shí), 發(fā)生磨粒磨損。當(dāng)纖維和絲線在表面高速通過時(shí),也發(fā)生磨粒磨損。專有典型涂層為鈷基鎳鉻合金、自熔合金混合鉬、氧化鉻涂層。 |
|
3)耐微振磨損 |
重復(fù)加載和卸載產(chǎn)生周期應(yīng)力導(dǎo)致表面開裂和大面積脫落。 專用典型涂層為氧化鋁/二氧化鈦涂層。 |
|
4)耐氣蝕磨損 |
液體流動(dòng)在表面產(chǎn)生機(jī)械沖擊。 專用典型涂層為鋁青銅涂層。 |
|
5)耐沖蝕磨損 |
氣體或液體攜帶粒子高速?zèng)_擊表面時(shí),發(fā)生沖蝕磨損。 專用典型涂層為氧化鋁/二氧化鈦、氧化鋁涂層 |
2、耐高溫抗氧化——這類涂層抗化學(xué)或物理分解,改善零件的高溫性能。這類涂層分為以下幾種:
|
1)熱障涂層 |
在零件和高溫環(huán)境之間充當(dāng)熱屏障。 典型涂層為用氧化釔做穩(wěn)定化處理的氧化鋯涂層。 |
|
2)抗高溫氧化涂層 |
保護(hù)基體抗高溫氧化。典型涂層為鎳/鉻涂層。 |
|
3)耐熱腐蝕涂層 |
保護(hù)暴露在熱腐蝕性氣體中的基體。典型涂層為鎳/鉻涂層。 |
3、防腐蝕涂層--選擇這類涂層比較復(fù)雜,因?yàn)榱慵诜蹱顟B(tài), 環(huán)境溫度和各種介質(zhì)對(duì)涂層材料都有一定的要求,一般采用鈷基合金、鎳基合金和氧化物陶瓷等作為涂層材料,通過提高涂層的致密性,堵住腐蝕介質(zhì)的滲透;合理選擇涂層材料與零件基材的氧化/還原電位,防止電化學(xué)腐蝕,涂敷抑制腐蝕的封孔劑。
4、導(dǎo)電涂層或絕緣涂層--這類涂層又分為以下幾種:
|
1)導(dǎo)電涂層 |
專用典型涂層為銅涂層。 |
|
2)絕緣涂層 |
專用典型涂層為氧化鋁涂層。 |
|
3)屏蔽涂層 |
抗電磁干擾(EMI)或高頻干擾(RFI)專用典型涂層為銅涂層。 |
5、恢復(fù)尺寸涂層(舊件修復(fù))--這類涂層主要用于修補(bǔ)因磨損或加工超差的零件。 對(duì)涂層材料的選擇主要取決于零件的使用要求。
6、間隙控制涂層--這類涂層提供緊密的封嚴(yán)間隙, 顯著提高設(shè)備性能和運(yùn)轉(zhuǎn)效率。與配合零件接觸時(shí),涂層優(yōu)先受控磨損。典型涂層為鎳/石墨、 聚酯鋁混合物、鋁/石墨涂層。