
工藝參數對大氣等離子噴涂 C276-Ni60 涂層性能的影響
摘要:本文采用大氣等離子噴涂(Atmospheric Plasma Spraying, APS) 技術在基體 QT500 上制備 C276-Ni60 耐蝕防護涂層。基于正交實驗方法研究了 APS 工藝參數主氣流量、噴涂功率和槍距對 C276-Ni60 涂層結合強度、孔隙率和顯微硬度的影響,應用極差和方差方法分析實驗結果,并觀察分析涂層的微觀組織和物相組成,得到了優化的工藝數, 測量 QT500 基體和工藝優化后 C276-Ni60 涂層的電化學性能。實驗結果表明,APS工藝參數對涂層綜合評分的影響主次順序為:槍距 - 功率 - 主氣。最優的工藝參數為:主氣為 35 L/min、功率為 33 kW、槍距為 100 mm。C276-Ni60 涂層的主要物相為 γ 相的 Ni-Cr-Co-Mo,涂層的耐蝕性能優于基體。
關鍵詞:大氣等離子噴涂;C276-Ni60 涂層;正交試驗;工藝參數;
引言
本文通過 C276 合金和 Ni60 自熔合金粉末的成分設計,利用 APS 技術制備 C276-Ni60 涂層,通過極差和方差法對 APS 主要工藝參數主氣、功率和槍距進行優化, 得出三因素對涂層性能影響的主次順序以及優化的工藝方案。同時,利用電化學實驗測量 QT500 基體和優化后噴涂工藝參數制備的 C276-Ni60 涂層在中性溶液 100 mlH2O+3.5 g NaCl 中的極化曲線以及阻抗圖譜,對比分析涂層的耐蝕性能。
實驗材料和方法


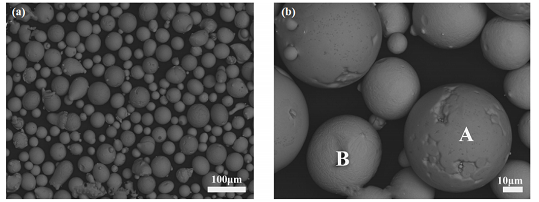
圖 1 粉末的微觀組織結構:(a) 低倍;(b) 高倍
1實驗方法
試樣基材為球墨鑄鐵 QT500,試樣尺寸為 15mm× 15 mm× 5 mm,首先用丙酮除油,進行超聲波清洗,再經過60 目的棕剛玉進行噴砂處理,壓縮空氣壓力為 0.6~0.8 MPa。大氣等離子噴涂設備使用的是北京航天振邦精密機械有限公司的 ZB-80X 噴涂系統,噴槍型號為 F4 型。
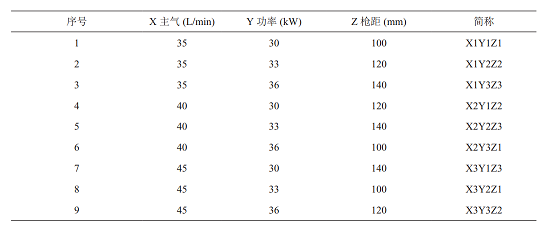
表 3 等離子噴涂正交實驗表
1組織和性能表征
涂層的微觀組織結構通過型號為 JSM-6510LV的掃描電子顯微鏡來觀察和分析。利用 HV-1000顯微硬度計測量涂層的硬度,其測量載荷為 200gf,加載時間為 15 s,每組樣品在不同的位置上測試 12 次,取平均值進行分析。按照 GB/T 8642-2002 制備 φ 25× 50 mm 的拉伸試樣,利用 WDW-50 萬能試驗機測量涂層的結合強度,拉伸速度為2 mm/min,記錄拉伸試樣斷裂時的最大結合強度,實驗測試兩次然后取平均值進行分析。涂層的孔隙率利用在掃描電子顯微鏡 500 倍下截取的 10張圖像,通過 Image J 圖像分析軟件來計算出每張圖像的孔隙率,取平均值進行分析。C276-Ni60涂層和基體 QT500 的耐蝕性通過 CHI660E 工作站在 3.5 g NaCl+100 ml H2O 腐蝕液中測量的極化曲線、阻抗譜以及擬合的數據來表征。
實驗結果和分析
2.粉末和涂層的物相分析
C276-Ni60 粉末和涂層的 XRD 圖譜如圖 2 所示, 結合表 1 和表 2 噴涂粉末的成分可以表明,C276-Ni60 粉末和涂層的主要物相為 γ 相的 Ni-Cr-Co-Mo, 這表明等離子焰流的溫度并沒有明顯改變 C276-Ni60 粉末的相組成。涂層和粉末實際都是以鎳基為主的 γ 相,這可能是由于噴涂的合金粉末中 Ni60 占比較低,未檢測到明顯的不同相。同時噴涂的粉末中擁有含量較高的 Cr 和 Mo 元素,因此主要物相為 γ 相的鎳基合金的涂層抗腐蝕性較強。

圖 2 涂層的 XRD 圖譜
2涂層的微觀組織結構
9 種不同 APS 工藝參數制備的 C276-Ni60 涂層微觀組織結構如圖 3 所示。從圖 3 中可以看出,基體和涂層結合的結合面處形成的是不規則的交錯咬合,其結合方式為機械結合。此外,涂層中還存在著少量不同大小、形狀的孔洞及未熔粉末顆粒。

圖 3 涂層的微觀組織結構:(a) X1Y1Z1; (b) X1Y2Z2; (c) X1Y3Z3; (d) X2Y1Z3; (e) X2Y2Z3; (f) X2Y3Z1; (g) X3Y1Z3; (h) X3Y2Z1; (i) X3Y3Z2
2涂層的孔隙率
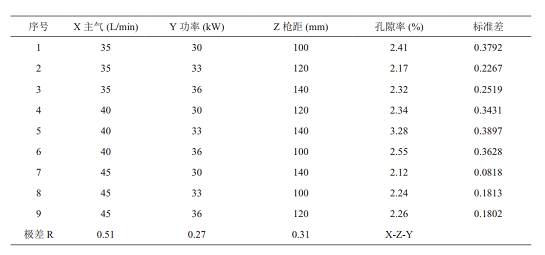
正交實驗制備的涂層孔隙率及其標準差如表4所示,5號工藝涂層的孔隙率最大,數值為3.28%;7 號工藝涂層的孔隙率最小,數值為 2.12%。
表 4 正交實驗的孔隙率極差分析結果
2正交實驗分析
影響涂層質量的力學性能指標主要包括結合強度和顯微硬度。表 5 為不同工藝 C276-Ni60 涂層的結合強度和顯微硬度,采用極差法來分析,涂層的力學性能通過計算綜合加權評分的方法來評價。根據極差的大小,可以判斷出各個因素對涂層力學性能影響的主次順序,極差越大,則說明該因素對性能的影響越大。另根據方差法可以定量分析各個因素對涂層質量的影響程度,彌補直觀分析的不足,并通過 F 值來檢驗。
綜合加權平均公式如下:
式中:aij 代表加權系數,表示各項指標在加權評分中所占的比重,bij 代表試驗指標值,下標 i、j 表示第 i 組試驗的第 j 個指標值。
兩個力學性能指標的變化范圍 Kj( 最大值與最小值的差) 為:
K1=77.5-51=26.5 MPa,K2=524.5-385.7= 138.8 HV0.2
其中:K1 表示結合強度,最大值 77.5 MPa是 8 號工藝的結合強度,最小值 51 MPa 是 4 號工藝的結合強度。K2 表示顯微硬度,最大值 524.5HV0.2 是 6 號工藝的顯微硬度,385.7 HV0.2 是 9 號工藝的顯微硬度。
設定涂層力學性能的綜合評分滿分 100 分,其中結合強度和顯微硬度各 50 分。加權系數 ai1和 bi2 計算分別為:
ai1=50/K1=50/26.5=1.89,bi2= 50/K2= 50/138.8=0.36
因此綜合評分 Yi 的計算公式為:Yi=1.89×bi1+ 0.36× bi2。經計算所得綜合評分以及極差分析結果如表 5 所示,方差分析結果見表 6。
分析表 4 中的極差分析結果可以知道,APS工藝參數對涂層孔隙率的影響順序為主氣 - 槍距 -功率。其中,主氣對孔隙率的影響最大,槍距次之,功率的影響最小。
分析表 5 中各個參考指標以及綜合評分的極差結果可以知道:大氣等離子噴涂工藝參數主氣、功率和槍距對結合強度影響的主次順序為功率 -主氣 - 槍距;對顯微硬度影響的主次順序為槍距 -功率 - 主氣;對綜合評分影響的主次順序為槍距 -功率 - 主氣。因此,噴涂的槍距對涂層綜合評分的影響最大,功率次之,主氣的影響最小。
表 5 正交實驗極差分析結果

表 6 正交實驗方差分析結果

隨著槍距的的增大,涂層的孔隙率和綜合力學性能評分均先減小后增大。槍距主要影響加熱到熔融狀態下的粉末顆粒噴濺到基體表面形成涂層這個過程的時間、噴濺速度和最后熔融顆粒的冷卻過程。當槍距相對較大時,粉末顆粒噴濺到基體表面的溫度和速度都會相應降低,導致部分粉末顆粒無法沉積,導致孔隙率相對增大,如5 號工藝,槍距增大到 140 mm 時,孔隙率也增加到最大 3.28 %,這一點和圖 3(e) 的涂層微觀組織相互驗證。而當槍距相對較小時,粉末顆粒噴濺到基體表面的溫度和速度都會相應升高,導致涂層各個疊層之間粘結不良,孔隙率增大,如 6號工藝,槍距減小到 100 mm 時,孔隙率為 2.55%。
隨著噴涂功率的增大,涂層的孔隙率和綜合力學性能評分先增大后減小。適當增大噴涂功率,等離子射流溫度也會隨之增大,從而使噴涂粉末顆粒熔化的更充分。噴涂功率過大,則等離子射流溫度過高,粉末顆粒會嚴重過熱,不利于涂層疊層以及和基體之間的粘結,從噴涂功率為 36kW 的圖 3 (f) 中可以看到,涂層和基體的結合面處較為粗糙,相對其它噴涂功率小的涂層,結合的也不嚴密,從而導致涂層孔隙率增大,如 6 號工藝的功率增大到 36 kW 時,孔隙率為 2.55%。同時,工件過熱嚴重,會導致涂層和基體之間的結合強度降低,從 9 號工藝的微觀組織圖 3(i) 可以看到涂層和基體之間有較為明顯的分界線,其功率增大到 36 kW 時,涂層的力學性能綜合評分最低,僅為 244.7。而噴涂功率相對較小時,則等離子射流溫度相應降低,粉末顆粒不能充分熔化,其涂層的微觀組織中還包含部分未融的粉末顆粒,導致涂層的沉積效率降低, 孔隙率相應增大,如1 號工藝,功率減小到 30 kW 時,孔隙率相應增大到 2.41%。
隨著主氣的增大,涂層的孔隙率先增大后減小,綜合力學性能評分先減小后增大。主氣流量主要影響等離子射流的溫度和流速,從而影響涂層的力學性能和孔隙率。增大主氣流量,等離子射流的溫度降低,流速升高,粉末顆粒在等離子射流中停留時間比較短,顆粒熔化不充分,從而導致涂層的綜合力學性能降低,孔隙率升高。如 2 號工藝:主氣流量為 35 L/min,孔隙率為 2.17%,力學性能綜合評分為 282.6;5 號工藝:主氣流量為 40 L/min,孔隙率為 3.28 %,力學性能綜合評分為 268.9。由此可見,主氣從 35 L/min 增大 40 L/min 時,涂層孔隙率升高,綜合力學性能降低。
2.5.1 涂層和基體的極化曲線
圖 4 是在室溫條件下測量優化后工藝參數制備的 C276-Ni60 涂層和 QT500 基體得出的極化曲線,涂層和基體的腐蝕電流密度以及腐蝕電位通過對極化曲線進行擬合和計算得出,如表 7 所示。觀察圖 4 中涂層的極化曲線可以發現,在陽極區大致區間 -0.54 至 -0.4 內,隨著電位增大,電流密度也隨之快速增大;在 -0.4 至 0.1 這個區間里面,電流密度隨著電壓的增大也有所增大,但是變化十分緩慢,即鈍化區域。鈍化區域是因為在電化學腐蝕過程中試樣表面產生了鈍化膜,該涂層是由 C276 和 Ni60 機械混合粉末制備的,C276 和 Ni60 涂層中 Cr 的含量均比較高,達到了 15%~17%,因此有助于在涂層表面生成致密的Cr2O3 鈍化膜,從而保護試樣不被腐蝕。當電壓大于 0.1V 時,鈍化膜被擊穿,因此電流密度繼續隨之快速增大。同樣,對比觀察基體的極化曲線可以知道,其陽極區電流密度隨著電位的增大快速變化,沒有產生鈍化區間,即在基體表面沒有產生鈍化膜,無法保護基體表面。極化曲線得出的腐蝕電流密度反應的是腐蝕的快慢,腐蝕電位代表的是反應的一個趨勢,表 7 中 C276-Ni60 涂層的腐蝕電流密度要小于基體,同時腐蝕電位要高于基體,因此可以說明 C276-Ni60 涂層在 3.5 g NaCl+100 ml H2O 腐蝕液的耐蝕性能要優于基體。

圖 4 涂層和基體的極化曲線
表 7 涂層和基體的腐蝕數據

2.5.2 涂層和基體的阻抗譜

表 8 阻抗譜擬合數據

結論
(1)C276-Ni60 粉末和等離子噴涂涂層的主要物相為 γ 相的 Ni-Cr-Co-Mo,涂層和基體之間的結合方式為機械結合。
(2)大氣等離子噴涂工藝參數主氣、功率和槍距對涂層孔隙率的影響順序為主氣 - 槍距 - 功率,隨著主氣的增大,涂層的孔隙率呈現先增大后減小的趨勢;對綜合力學性能評分影響的主次順序為槍距 - 功率 - 主氣,隨著槍距的增大,涂層的綜合力學性能呈現先減小后增大的趨勢。優化后的 APS 工藝參數為槍距 100 mm,功率 33 kW,主氣 35 L/min。