
隨著金屬注射成型、 金屬 3D 打印、 粉末冶金等增材制造技術的發展和應用, 高質量粉末的需求量越來越大。用氣霧化方法制備金屬粉末是目前使用最廣泛的手段之一, 采用氣霧化法制備的金屬粉末具有球形度好、 粒徑較小、 粒徑分布較集中、 方便控制等優點。氣霧化制粉的基本原理是:熔融的金屬液通過導管落下后受到高速氣流的沖擊作用, 熔體表面出現擾動, 繼而發展為波狀并破碎, 形成條帶, 隨后條帶再次受到氣體的作用, 發生二次破碎形成細小的液滴, 由于表面張力, 液滴保持球形, 凝固形成粉末。氣霧化法首次使用至今已有 90 余年, 但人們對于霧化過程中的破碎機理尚不十分明確, 其主要原因是氣霧化過程的流場速度快、 溫度高、 氣相與液相相互耦合, 且缺乏有效的觀測手段, 導致研究起來相對復雜、 困難。目前多常采用計算機模擬的方法研究氣霧化過程中與流場相關的問題。計算機可以模擬計算出流場中的速度場、 溫度場、粒度分布等信息, 對流場分析和工藝參數優化具有指導意義。近年來, 一些光學測量手段的發展、 應用, 為氣霧化過程中流場的測量提供了可能。高速攝影、 粒子成像技術、 相位多普勒粒子分析儀 (PDPA) 等手段可以測量高速狀態下的流場數據, 使得直接測量氣霧化過程中的流場得以實現。顧小民等較早采用高速攝影的方法拍攝了氣霧化和水霧化的過程, 分析了霧化過程中的不同階段。康燦等使用 PDPA 方法研究了一種扇形水射流的流場, 其流場具有與霧化流場相似的多相耦合、 速度快等特點。王偉東等曾使用一套 PIV 測量系統研究了一個超聲速自由射流的流場, 得到了詳細的流場速度場數據。劉靜等用紋影法研究了一個在超聲速氣流中的橫向射流霧化流場, 并對流場進行了定性分析。這些方法對于霧化流場的研究能起到很大的幫助作用。A.M.Mullis曾利用高速攝影的手段研究了噴嘴的幾何形狀對金屬熔體的影響, 找到了一種較好的噴嘴形狀。Stevano Wahono 等曾利用高速攝影的方法研究了一種特殊結構的霧化噴嘴的霧化過程, 分析了液流的振動情況及其影響因素。近年來的研究常用 ANSYS Fluent 流體動力學軟件對霧化噴嘴的流場結構進行計算模擬, 通過求解控制方程和湍流模型來獲得霧化流場的結構等信息。Aydin 和 Unal 等人利用計算機模擬研究了氣霧化壓力和噴嘴幾何形狀對氣體出口速度的影響,發現氣體速度與壓力之間并非正比例關系, 相同壓力差下氣體速度的增幅并不相同。在 2.7 MPa的氣體壓力下, 氣體速度最大值為663m/s, 氣壓1.0MPa 得到氣體速度最小值為 631 m/s。合理的幾何形狀可以在相同的氣體質量流量比下得到最大的氣體速度, 從而提高霧化效率。由此, Fluent 軟件經常用來指導新型霧化噴嘴的結構設計, 以節約成本, 縮短研發周期。目前國內外的研究較多只注重計算機模擬或實驗, 而未把兩者有效地結合。故本文在以獲得一些計算機模擬結果的前提下, 用常溫液體代替高溫金屬熔體, 在常溫條件下模擬實際氣霧化過程, 并采用一些流場測量技術研究氣霧化過程中的流場情況, 比如破碎過程、液滴分布等。這樣可以比較直觀地觀測氣霧化過程中的流場且可以對計算機模擬的結果加以驗證。
使用 Fluent 軟件, 載入霧化噴嘴的模型并劃分網格, 設置能量方程、 金屬溶體的各項參數、霧化氣體的相關參數、 霧化氣氛、 邊界條件和計算步長等參數后, 進行計算。計算結果可以顯示霧化過程中的速度場和溫度場等。
本文設計了一種結構簡單的霧化噴嘴, 噴嘴輪廓采用典型的拉瓦爾曲線, 可以在氣體壓力較低的情況下獲得超音速氣流。通過計算模擬 ,調節至最佳的結構參數, 采用有機玻璃作為主體材料, 考慮到經濟性和加工方便, 采用環縫型的拉瓦爾噴嘴, 噴嘴的結構如圖 1 所示。采用水代替金屬熔體, 氮氣作為霧化氣體, 在常溫條件下模擬真實情況下的氣霧化過程。通過 Fluent 軟件的計算模擬, 可以得到最佳結構參數下, 霧化過程中流場、 溫度場等的分布情況,如圖2 所示。通過模擬實驗的方法, 可以驗證模擬結果的合理性。
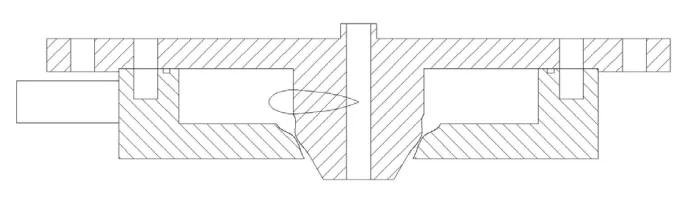
圖 1 霧化器剖面圖
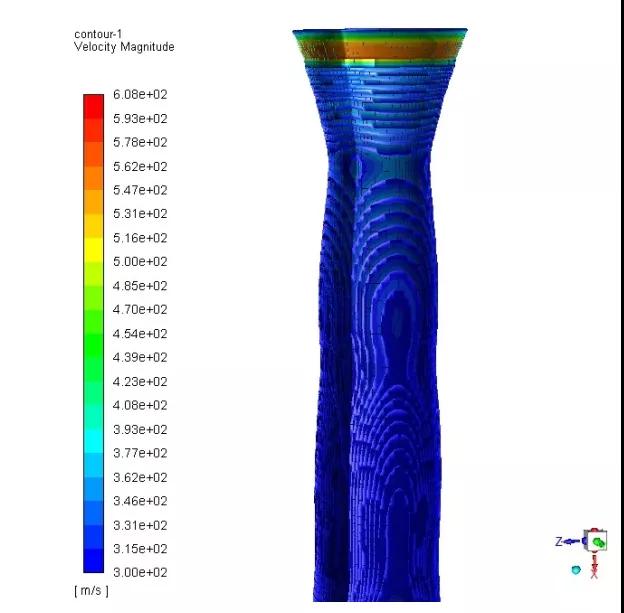
圖 2 Fluent 計算模擬的霧化流場結果(速度場)
在實際生產過程中,霧化噴嘴結構確定之后,可控制的變量一般包括金屬熔體的過熱度、霧化氣體壓力和溫度、霧化氣體的種類等參數。在本文中,出于簡化和貼近實際生產的原則,將液體流量和溫度固定,流量采用 60L/h,溫度采用20℃,氣體壓力通過減壓閥控制, 根據計算機模擬的結果,如圖 3 所示,在其他條件不變的情況下,僅改變霧化壓力的大小,在 1.7MPa、2.2MPa和 2.7MPa 三個不同的壓力下制得的粉末平均粒徑更小且粒徑分布較窄;故設置實驗壓力為 1.7MPa、2.2MPa 和 2.7MPa。同時, 在壓力為 2.2MPa 時,添加一組液體流量為 120L/h 的實驗, 對比分析液體流量對霧化過程的影響。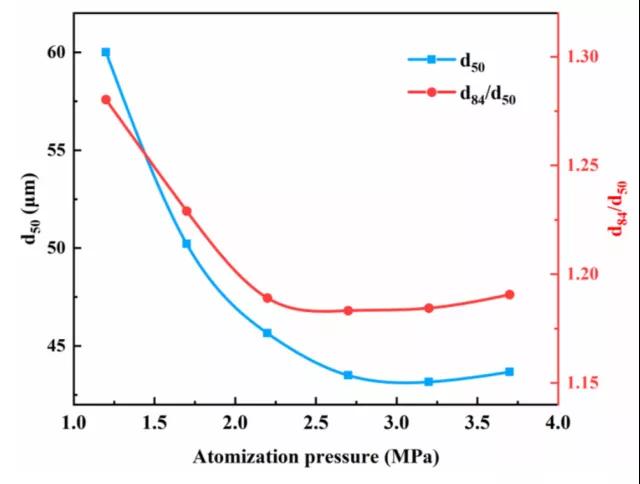
Lubanska研究了一種低熔點鐵合金的霧化工藝參數與粉末粒度之間的關系后總結出一個經驗公式:
圖 3 不同霧化壓力下粉末的粒徑分布和標準差分布
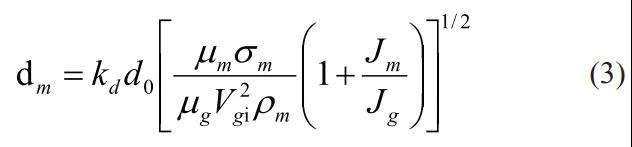
其中,dm 為粉末平均粒度,kd 為常數,一般為 40-50,d0 導流管直徑,Jm 為液態金屬流量,Jg為氣體流量,μm 和μg 分別為液態金屬和氣體的動力黏性系數,Vgi 為霧化氣流場的初始流速,σm 為液態金屬表面張力,ρm和ρg分別為液態金屬的流體密度和氣體的密度。
由公式可以看出,在霧化器結構和工藝參數確定地情況下,粉末的粒度只與金屬熔體的動力黏性系數 μm、金屬熔體的表面張力σm 以及金屬熔體的密度 ρm 有關。
由于金屬熔體和常溫下水的性質比較接近,采用水在常溫下模擬氣霧化過程中的流場,能在一定程度上反應真實流場的情況。在之前的一些研究中,也有用水代替金屬熔體的模擬實驗。I. N.McCarthy 在研究中添加了一組用水代替金屬熔體的實驗,作為普通實驗的對照和補充, 在兩組實驗中觀察到了相同的流體不規則脈動, 兩者可能具有相同的破碎機理。
本文以一種激光熔覆涂層用 FeNiCrSiMoMnC合金為對象, 采用水代替該種金屬熔體后進行模擬實驗勢必會產生一定的誤差。與實際生產過程相比, 計算機模擬和實驗模擬都有一定的差別。在計算機模擬中, 主要過程為:(1) 建立物理模型,劃分網格;(2) 選擇合適的湍流模型, 設置邊界條件;(3) 選擇合適的求解器, 計算結果并分析。誤差主要出現在湍流模型和計算求解的過程中, 通過設置合理的模型和步長, 可以提高計算的精度,使結果更貼近實際。
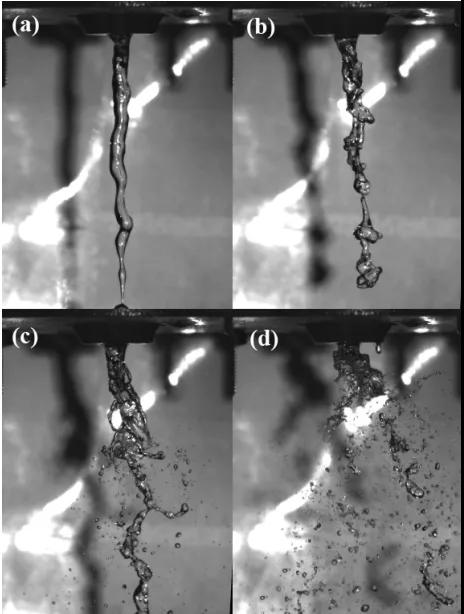
高速攝影拍攝的結果可保存為視頻文件,利用 Adobe Premiere Pro 軟件,可將視頻中每一幀圖像提取出來,選擇其中典型的霧化圖像可以對霧化過程進行分析。以氣體壓力為1.7MPa, 液體流量為 60L/h 為例, 提取出一系列圖片, 如圖 4所示。
(1) 使用水代替金屬熔體, 根據霧化破碎相關理論, 水的液滴粒徑將小于金屬熔體的液滴, 且水的液滴在霧化流場中的飛行中, 其加速度也與金屬熔體的液滴不同, 但兩者的破碎機理是相似的。
(2) 實際生產中, 霧化過程是在一個限制體積,且霧化區域的氣氛與霧化氣體相同的環境中。模擬實驗是在開放的環境下, 且霧化區域的氣氛是空氣。這可能會導致氣流場的速度和方向產生一定的差別。
(3) 實際生產中的金屬熔體是塊體材料熔煉后, 從坩堝中自由落下, 由于坩堝中液體液面高度降低, 液體流量并不是定值, 本實驗采用其平均流量并加以控制, 模擬霧化過程中比較穩定的階段。
(4) 由于霧化過程在一封閉環境中,霧化后的氣體通過容器底部反彈,會對霧化流場產生影響。噴嘴與底面距離不同,其影響不同。但本實驗主要關注距離噴嘴較近距離內的霧化情況,故將此差別忽略不計。
在霧化氣體壓力達到預定值并穩定后, 形成的霧化流場也會變得穩定, 液體破碎的機理和程度都不隨時間改變。如圖 5 所示, 為不同霧化氣體壓力下, 霧化流場穩定后的圖像。圖 5 中的 (a)、(b)、 (c) 分別為霧化氣體壓力為 1.7MPa、 2.2MPa、2.7MPa 時的霧化流場圖像。
圖 4 1.7MPa 霧化圖像:(a) t=0ms; (b) t=273ms;
(c) t=373ms; (d) t=473ms
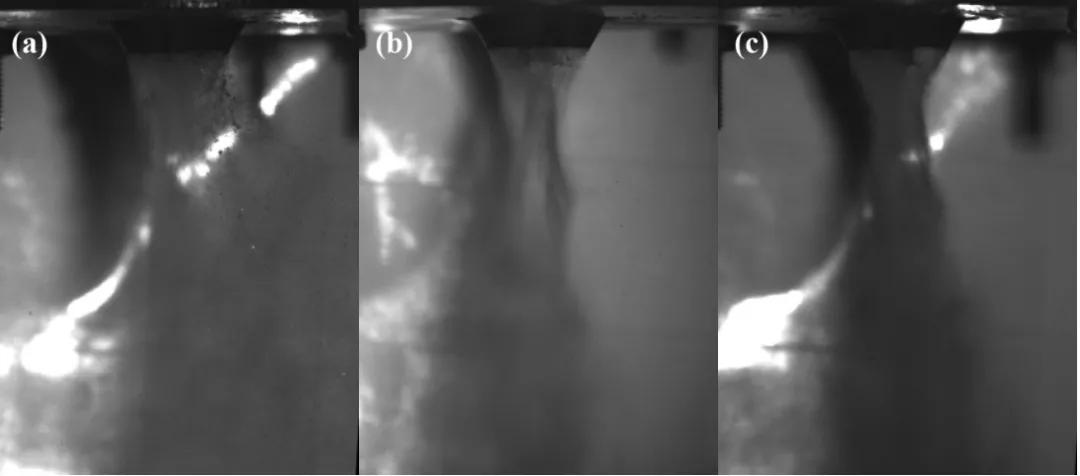
圖 5 不同壓力時的霧化流場圖像:(a) P=1.7MPa; (b) P=2.2MPa; (c) P=2.7MPa
通過分析不同霧化氣體壓力下流場圖像, 穩定的霧化流場大致為兩個錐形相接的形狀;在導液管出口下方都存在一塊收束區域, 收束區之下,流場繼續擴大變得分散;在最接近導液管出口處,液滴存在的區域直徑大于導液管的直徑;隨著霧化氣體壓力增大, 流場的膨脹程度減小, 壓力增大到一定程度后, 膨脹程度幾乎不變。
對比計算機模擬結果, 可以很好得解釋上述現象的產生。圖 6 是計算機模擬的流場回流區速度矢量圖。在導流管出口附近存在一個錐形的回流區, 其中氣體的速度方向與整體的氣體速度方向相反, 且速度最大處高達 250m/s, 在實際生產中可能產生負壓, 導致反冒現象。由于回流區的存在, 部分液滴也會在回流區運動, 使液滴存在的區域直徑大于導液管的直徑。在回流區尖端存在一個滯點, 該點霧化氣體的速度為零。降低回流區的氣體壓力將有利于生產過程中液體順利流下。經過滯點后, 高速氣流相互碰撞、 反彈,流場逐漸擴大, 又形成與回流區相反的錐形結構,與模擬實驗的結果一致。
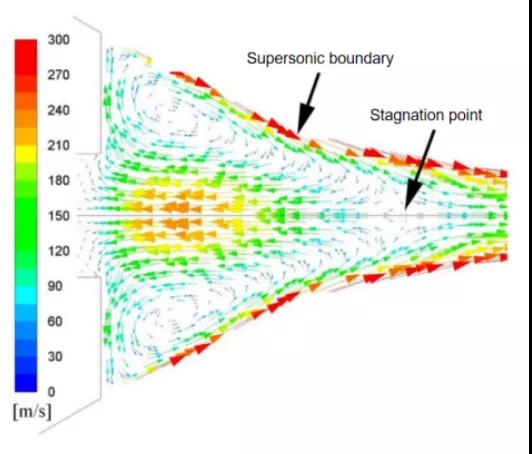
圖 6 回流區速度矢量圖
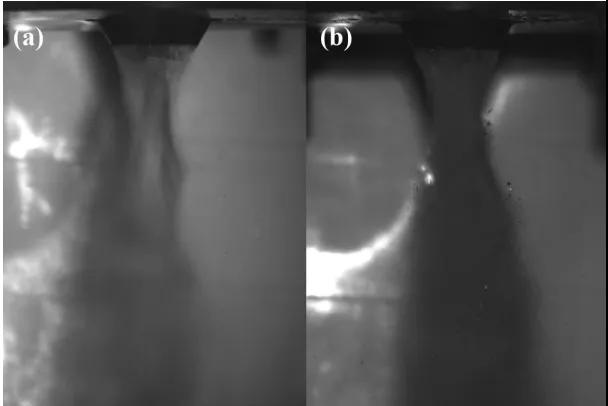
圖 7 不同液體流量時的霧化流場圖像:(a) Q=60L/h; (b)Q=120L/h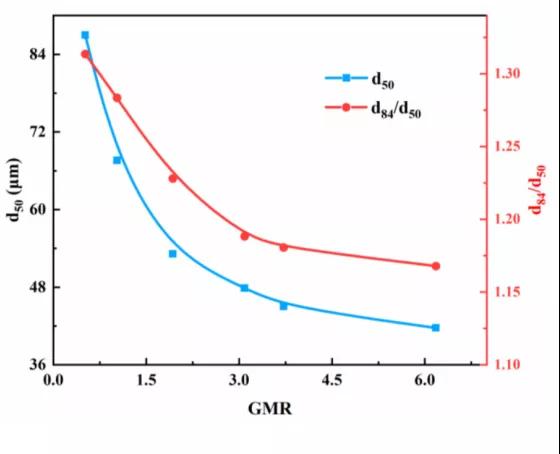
圖 8 不同 GMR 條件下液滴的平均粒度分布和標準差分布
本文通過模擬實驗的方法, 獲得了與實際生產過程類似的氣霧化流場, 使用高速攝影拍攝了流場的典型圖像, 分析可得到以下結論: